Znepokojujú vás fľaky, mapy alebo biely povlak na dodanej pozinkovanej konštrukcii? Žiarový zink je spoľahlivá a bezúdržbová povrchová úprava oceľových konštrukcií, ktorá slúži primárne na ochranu ocele proti korózii. Za bežných podmienok chráni pred koróziou 40 rokov a viac.
Ochranná vrstva vzniká ponorením konštrukcie do zinkovej kúpeľe pri teplote 450 °C. Neoddeliteľne sa spojí s oceľou a po niekoľkých týždňoch sa na povrchu vytvorí patina - zmes oxidu a uhličitanu zinočnatého. Na rozdiel od bežných protikoróznych technológií poskytuje žiarové zinkovanie dokonalú ochranu aj na hranách a v rohoch.
Vzhľad zinku síce niekomu môže pripadať atraktívny, no nejde o estetickú povrchovú úpravu! Na našich bránach, bránkach či stĺpikoch sa teda po doručení k vám domov môžete stretnúť s viacerými vizuálnymi javmi, ktoré sa na prvý pohľad môžu zdať nežiadúce.
Bežné vizuálne javy na pozinkovanom plechu
Fľaky a mapy
Povrch konštrukcie môže mať na rôznych miestach odlišný odtieň, rovnako sa môžu objaviť jemné nerovnosti. Tieto javy vznikajú počas procesu zinkovania a následného chladenia jednotlivých dielcov.
Kombinácia lesklých a matných plôch
Výrobok môže mať na rôznych miestach rozdielny lesk. Často to spôsobuje štruktúra ocele, hrúbka vrstvy zinku alebo tvar konštrukcie.
Biely prášok (biela korózia)
Ak počas zinkovania alebo po ňom dôjde ku kontaktu pozinkovaného povrchu s vodou či vlhkosťou, vytvorí sa na povrchu biela hrdza (hydroxid zinočnatý), ktorá má charakter jemného bieleho prášku. Biela hrdza nemá na ochranu materiálu žiadny negatívny vplyv - zinková vrstva zostáva neporušená.

Príčiny vzniku defektov
Poškodenie zinkovej vrstvy môže mať mnohé príčiny, ktoré súvisia s nedostatkami pri príprave predmetu na zinkovanie alebo samotným procesom zinkovania.
Proces zinkovania a chladenia
Fľaky a mapy, ako aj kombinácia lesklých a matných plôch, vznikajú počas procesu žiarového zinkovania a následného chladenia jednotlivých dielcov. Štruktúra ocele, hrúbka vrstvy zinku alebo tvar konštrukcie môžu ovplyvniť výsledný lesk.
Kontakt s vlhkosťou
Biely prášok, známy aj ako biela korózia, vzniká pri kontakte pozinkovaného povrchu s vodou alebo vlhkosťou. Ide o hydroxid zinočnatý, ktorý nemá vplyv na ochrannú funkciu zinkovej vrstvy.
Nesprávne skladovanie a manipulácia
Nesprávne skladovanie je hlavnou príčinou predčasného hrdzavenia. Ak je platňa vystavená abnormálnemu vonkajšiemu tlaku, vrstva zinku čiastočne odpadne. Zabráňte prilepeniu nečistôt a olejového prášku na povrch, čo ovplyvní efekt galvanizácie.
Proces žiarového zinkovania
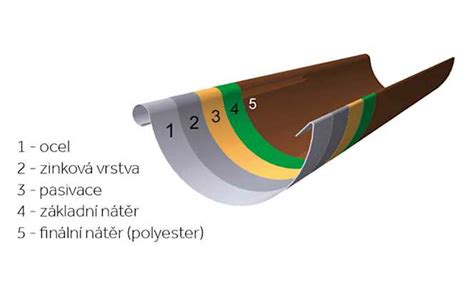
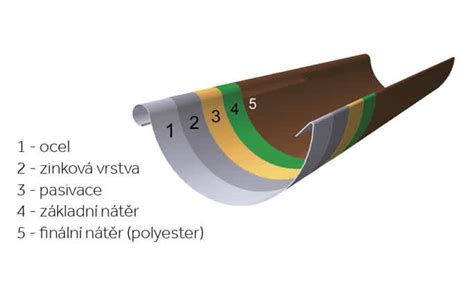
Pri žiarovom galvanickom striekaní sú dôležité kroky ako pasivácia, fosfátovanie, čistenie povrchu, vrchný náter v spreji a farba v spreji. Pasivácia aj nepasivácia po žiarovom zinkovaní môžu spôsobiť slabú priľnavosť po lakovaní. Problémy s priľnavosťou po lakovaní môžu byť spôsobené aj zlou priľnavosťou.
Špecifické výrobné chyby
- Zinkové granule: Malé ryžové granule na povrchu žiarovo pozinkovaného pásu môžu spôsobiť drsný povrch. Príčinou je príliš veľká plávajúca spodná troska alebo príliš veľká priľnavosť trosky bez obsahu zinku.
- Hrúbka okraja: Okrajový povlak žiarovo pozinkovaného pásu môže byť oveľa hrubší ako stredný povlak. Príčiny zahŕňajú nesprávne nastavenie napätia pásu, prehriatie pásu alebo nerovnomerné zahrievanie.
- Pruh od vzduchového noža: Lokálne zablokovaná tryska vzduchového noža môže spôsobiť nadmerne hrubú vrstvu zinku a vytvoriť "Strip Mark". Dôvodmi sú neprimerané nastavenie vzduchového noža, tlak vzduchového noža alebo nečistoty v potrubí stlačeného vzduchu.
- Fluktuácia zinku: Na okraji alebo v strede pásu sa môžu objaviť svetlé dendritické pruhy alebo kónické kryštály. Tento nedostatok sa často vyskytuje pri nízkej teplote zinkovej kvapaliny a vysokom obsahu hliníka.
- Poškriabanie: Chyby spôsobené relatívnym pohybom pásu a stroja. Môžu byť pred alebo po pokovovaní a súvisia s trením, opotrebovanými časťami alebo cudzími telesami.
- Pasivujúce škvrny: Deformácie pasivovaného stláčacieho valca, nesprávna vzdialenosť dýzy, príliš vysoká teplota roztoku pasivácie alebo príliš vysoká teplota pásu.
Riešenia a preventívne opatrenia
Nie všetky vizuálne odchýlky sú dôvodom na reklamáciu. Dôvodom nie sú spomínané fľaky, mapy, nerovnomerný lesk, farebné rozdiely ani biela korózia. Fľaky a mapy na pozinku nie sú dôvodom na reklamáciu. Biela korózia nie je závada, ale dôsledok kontaktu zinku s vlhkosťou. Nenarušuje ochrannú funkciu zinkovej vrstvy a časom sa oddelí, prípadne ju môžete odstrániť napr. čistením.
Drobné škrabance a ryhy sa samy opravujú. Reklamovať môžete iba funkčné vady.
Správne skladovanie a manipulácia
- Vyberte si vetrané miesto v dome, aby ste zabránili erózii rosenia alebo prenikaniu vlhkosti.
- Uistite sa, že baliaci papier nie je počas skladovania poškodený.
- Čo najviac skráťte dobu skladovania a chráňte jeho povrch pred koróziou.
- Pod oceľové zvitky by sa mali pridať lyžiny alebo nosné rámy a počet naskladaných vrstiev by nemal presiahnuť dve.
Optimalizácia procesu zinkovania
- Primeraná regulácia teploty zinkovej kvapaliny (450°C - 470°C) a teploty pásovej ocele v zinkovej nádobe (480°C - 490°C).
- Prísna kontrola chemického zloženia zinkovej kvapaliny, pridanie primeraného množstva zliatinového ingotu a zabezpečenie percenta Al v zinkovej tekutine 0,18 ~ 0,22%.
- Zlepšenie čistoty povrchu surovín a zníženie počtu prestojov.
- Včasné čistenie stolovej trosky a pravidelné čistenie spodnej trosky.
- Úprava tlaku vzduchového noža a zvýšenie teploty tekutého zinku.
- Nastavenie potápacieho valca a stabilizačného valca pre dobrú rovinnosť pásu.
- Primerané nastavenie napätia pásu a výšky vzduchového noža.
- Nastavenie vzduchového noža, uhla a vzdialenosti.
- V pamäti potrubia na stlačený vzduch vzduchového noža odstráňte nečistoty.
- Zvýšenie rýchlosti a teploty jednotky zinkovej kvapaliny a zníženie obsahu hliníka v zinkovej kvapaline na zabránenie fluktuácii zinku.
Oprava poškodení
Menšie škrabance či ryhy vzniknuté pri doprave alebo manipulácii nie sú problém. Ak k takémuto poškodeniu dôjde, menej ušľachtilý zinok stále zabráni korózii ocele v dôsledku elektrochemickej reakcie vo vlhkom prostredí. Hlbšie škrabance a poškodenia, ktoré vzniknú počas používania výrobku alebo napríklad vŕtaním, sa opravia použitím zinkových opravárenských sprejov.
Pri dopyte sa občas stretávame s požiadavkou statika na hrúbku zinkovej vrstvy 120 µm. V takom prípade sa na nepohľadové miesto konštrukcie musí vyvŕtať technologický otvor, ktorý umožní bezpečné zavesenie výrobku.
Opravalaku.sk :: Ako na opravu malého poškodenia laku po malom náraze so zahrdzavením
Pozinkovaná oceľ sa vďaka svojej odolnosti voči korózii hojne používa v stavebníctve, poľnohospodárstve a priemyselnej výrobe. V podstate ide o uhlíkovú oceľ potiahnutú vrstvou zinku - proces navrhnutý špeciálne na prevenciu hrdze. Aj keď je galvanizácia vysoko účinná, nie je úplne spoľahlivá. Zinkový povlak na pozinkovanej oceli funguje ako obetná vrstva. Najprv koroduje a chráni tak podkladovú oceľ.
Prvým krokom v prevencii hrdze je pravidelná kontrola. Galvanická korózia môže vzniknúť, ak sa pozinkovaná oceľ dotkne medi, nehrdzavejúcej ocele alebo mosadze v prítomnosti vlhkosti. Prach, vtáčí trus a priemyselný spad môžu narušiť ochranný zinok.
tags: #flaky #na #pozinkovanom #plechu