V oblasti modernej výroby elektroniky je povrchová pretavovacia pec (reflow rúra) základným kameňom, ktorý umožňuje presné spájkovanie vysokokvalitných dosiek plošných spojov (PCB). Tieto špecializované pece ohrievajú spájkovaciu pastu, aby vytvorili silné a spoľahlivé spojenia medzi komponentmi a PCB v procesoch technológie povrchovej montáže (SMT). Vďaka desaťročiam skúseností ako popredný výrobca pretavovacích pecí sme na vlastné oči videli, ako tieto stroje zvyšujú efektivitu a kvalitu vo výrobných linkách. Táto príručka sa ponorí do toho, čo je pretavovacia pec, ako funguje, aké sú jej typy, kľúčové vlastnosti a prečo je nevyhnutná pre úspech SMT, pričom čerpá z našich odborných znalostí a poznatkov z odvetvia.
Univerzálna reflow rúra je pomôcka pre každého, kto potrebuje pri výrobnom procese v domácich alebo laboratórnych podmienkach vyvinúť teplotu vzduchu väčšiu ako je izbová alebo teplota nad bodom varu vody. Reflow rúra (ďalej len rúra) je špecifický druh rúry, ktorá sa používa pri hromadnom pájkovaní súčiastok na dosku plošných spojov (ďalej len DPS). Mojím cieľom bolo vyvinúť čo najuniverzálnejšiu rúru, aby sa dala použiť aj pri iných výrobných procesoch, nielen pri pájkovaní. Mala by mať čo najjednoduchšiu konštrukciu a zároveň spĺňať aj náročné teplotné požiadavky nielen pri výrobe DPS.
1. Pochopenie úlohy reflow pecí v SMT
1.1. Definícia reflow pece v montáži PCB
Reflow pec je stroj určený na tavenie spájkovacej pasty, spájanie elektronických súčiastok na PCB počas SMT montáže. Na rozdiel od tradičných metód spájkovania používajú reflow pece kontrolované teplo na vytvorenie konzistentných, vysoko kvalitných spájkovaných spojov na zložitých doskách plošných spojov. V I.C.T naše rúry navrhujeme tak, aby zvládli rôzne veľkosti PCB a typy súčiastok, čo zaisťuje spoľahlivosť pre odvetvia ako spotrebná elektronika, automobilový priemysel a telekomunikácie. Podľa správy predstavuje reflow spájkovanie viac ako 80 % SMT montáže vďaka svojej presnosti a škálovateľnosti.
1.2. Prečo sú reflow pece kľúčové pre úspech SMT
Reflow pece sú nevyhnutné, pretože automatizujú a štandardizujú proces spájkovania, čím znižujú ľudské chyby a zvyšujú priepustnosť. Zabezpečujú rovnomerné zahrievanie, čo je nevyhnutné pre husto osídlené PCB s malými súčiastkami, ako sú mikročipy alebo rezistory. Naše skúsenosti s I.C.T ukazujú, že dobre kalibrovaná spájkovacia pec PCB dokáže znížiť mieru chybovosti až o 30 %, čím ušetrí výrobcom čas a náklady. Táto presnosť je dôvodom, prečo sú reflow pece v moderných SMT linkách nenahraditeľné.
2. Ako fungujú reflow pece
2.1. Vysvetlenie procesu spájkovania pretavením
Proces spájkovania pretavením zahŕňa nanesenie spájkovacej pasty - zmesi práškovej spájky a tavidla - na pady PCB, umiestnenie súčiastok a následné prechod dosky cez pretavovaciu pec. Pec postupne ohrieva zostavu, aby sa roztavila spájka a vytvorili sa pevné spoje. V I.C.T naše pece optimalizujeme tak, aby presne dodržiavali tepelný profil: predhrievanie, namáčanie, pretavovanie a chladenie. To zaisťuje, že komponenty nie sú vystavené tepelnému šoku a zachováva sa ich integrita.
2.2. Teplotné zóny a ich funkcie
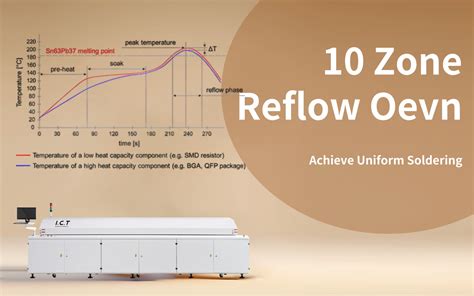
Reflow pece sú rozdelené do teplotných zón, z ktorých každá slúži na špecifický účel. Pec má zvyčajne 6 - 12 vykurovacích zón a 1 - 3 chladiacich zón. Predhrievacie zóny postupne zvyšujú teplotu PCB na aktiváciu tavidla, namáčacie zóny stabilizujú teplotu, aby sa predišlo chybám, a pretavovacie zóny tavia spájku pri maximálnych teplotách (okolo 240 - 260 °C pre bezolovnaté spájky). Chladiace zóny spevňujú spoje. Naše I.C.T pece, ako napríklad Lyra733N, majú až 10 vykurovacích zón pre presné ovládanie, čo zaisťuje konzistentné výsledky pri veľkoobjemovej výrobe.
2.3. Úloha spájkovacej pasty pri spájkovaní pretavením
Spájkovacia pasta je lepidlo, ktoré spája SMT komponenty. Skladá sa z častíc kovovej zliatiny (ako napríklad cín-striebro-meď) suspendovaných v tavidle, ktoré čistí povrchy a zabraňuje oxidácii počas zahrievania. V I.C.T sme videli, ako správna pasta v kombinácii s dobre vyladenou pretavovacou pecou minimalizuje chyby, ako sú "tombstoning" (efekt náhrobného kameňa) alebo premostenie spájky.
3. Typy reflow pecí
Existuje niekoľko typov reflow pecí, z ktorých každý má svoje špecifické vlastnosti a aplikácie:
- Infračervená rúra
- Dusíkové pece
- Vákuové pece
- Jednoduché rúry
3.1. Konvekčné vs. infračervené reflow pece
Konvekčné reflow pece, priemyselný štandard, používajú horúci vzduch na rovnomerný prenos tepla, ideálne pre zložité PCB. Infračervené rúry, dnes menej bežné, sa spoliehajú na sálavé teplo, ale môžu spôsobiť nerovnomerné vykurovanie hustých dosiek. I.C.T sa zameriavame na konvekčné rúry ako L8, ktoré ponúkajú vynikajúcu rovnomernosť a energetickú účinnosť v súlade s modernými SMT požiadavkami.
3.2. Dusíkové a vákuové reflow pece
Dusíkové reflow pece, ako napríklad naša Lyra733N, používajú dusíkovú atmosféru na zníženie oxidácie, čím sa zlepšuje kvalita spájkovaných spojov citlivých súčiastok. Vákuové reflow pece, ako napríklad naša LV623, obsahujú vákuový stupeň na elimináciu dutín v spájkovaných spojoch, čo je kľúčové pre vysoko spoľahlivé aplikácie, ako je napríklad letecký priemysel. Tieto pokročilé systémy zvyšujú kvalitu, ale vyžadujú starostlivú kalibráciu, ktorú náš I.C.T tím podporuje prostredníctvom integrovaných analyzátorov kyslíka a systémov riadenia toku.
3.3. Jednokoľajnicové vs. dvojkoľajnicové systémy
Jednokoľajnicové rúry zvládnu jeden PCB naraz, vhodné pre menšie prevádzky, zatiaľ čo dvojkoľajnicové pece, ako napríklad naša Lyra933D, spracovávajú dve dosky súčasne, čím zdvojnásobujú priepustnosť. Dvojkoľajnicové systémy sú ideálne pre veľkoobjemovú výrobu, ale vyžadujú širšie dopravníky (napr. 680 mm v Lyra933D). Naše pece sme navrhli tak, aby vyvážili flexibilitu a efektívnosť, aby vyhovovali tak veľkoobjemovej výrobe s vysokým zmiešaným, ako aj vysokému objemu výroby SMT liniek.
4. Kľúčové vlastnosti, ktoré treba hľadať v reflow peci
4.1. Regulácia teploty a presnosť
Presná regulácia teploty je základom spoľahlivej reflow pece. Už malé odchýlky 2 °C môžu spôsobiť chyby, ako napríklad neúplné spájkovanie. Naše I.C.T pece používajú pokročilé PID regulátory na udržanie prísnych tolerancií vo viacerých zónach. Napríklad Lyra622 s 8 vykurovacími zónami zaisťuje rovnomernosť teploty v rozmedzí ±1 °C, čo je kľúčové pre bezolovnaté spájkovanie, ktoré vyžaduje vyššie teploty (až do 260 °C).
4.2. Dopravníkové systémy a kompatibilita PCB
Robustný dopravníkový systém zaisťuje plynulý pohyb PCB a kompatibilitu s rôznymi veľkosťami dosiek. Naše pece, ako napríklad L8 (s jednou koľajnicou 460 mm), podporujú šírky PCB až 440 mm, zatiaľ čo dvojkoľajnicová konštrukcia Lyra933D zvláda dve 270 mm koľajnice. Táto flexibilita vyhovuje rôznym výrobným potrebám, od malých zariadení IoT až po veľké automobilové dosky. Electronic Design zdôrazňuje, že stabilita dopravníka znižuje odchýlku PCB o 15 %.
4.3. Pokročilé funkcie: Chladiace zóny a riadenie toku
Moderné reflow pece obsahujú chladiace zóny na stuhnutie spájkovaných spojov bez tepelného namáhania. Naša Lyra733N s tromi chladiacimi zónami a štandardným chladičom zaisťuje rýchle a kontrolované chladenie. Systémy riadenia tavidla, ako tie v našich dusíkových peciach, regenerujú prebytočné tavidlo, čím znižujú nároky na údržbu a vplyv na životné prostredie. Tieto funkcie zvyšujú prevádzkyschopnosť a udržateľnosť, čo sú kľúčové aspekty pre vysokopriepustné SMT linky.
5. I.C.T Riešenia pre reflow pece
5.1. Prehľad portfólia reflow pecí I.C.T
Ako dôveryhodný výrobca pretavovacích pecí, my v I.C.T ponúkame celý rad riešení prispôsobených SMT potrebám. Naše portfólio zahŕňa štandardné, dusíkové, dvojkoľajnicové a vákuové reflow pece, pričom každá z nich je navrhnutá pre presnosť, účinnosť a škálovateľnosť. Od kompaktných modelov pre malosériovú výrobu až po pokročilé systémy pre vysoko spoľahlivé aplikácie, naše pece spĺňajú rozmanité požiadavky odvetvia.
5.2. Zvýraznenie modelov: L8, Lyra622, Lyra733N, Lyra933D a LV623
Naše L8 a Lyra622 majú 8 vykurovacích zón a 2 chladiace zóny s jednou koľajnicou 460 mm, čo je ideálne pre stredne objemovú výrobu s pásmi so šírkou ôk 440 mm. Lyra733N, 10-zónová dusíková pec s 3 chladiacimi zónami, obsahuje chladič, systém na regeneráciu tavidla a analyzátor kyslíka pre vysoko kvalitné spájkovanie. Lyra933D, 12-zónová dusíková pec s dvoma koľajnicami a pásom 680 mm, maximalizuje priepustnosť pre linky s vysokým objemom. Pre špecializované potreby zvládne naša dusíková vákuová pretavovacia pec LV623 (8 vykurovacích zón, 1 vákuová zóna, 3 chladiace zóny) PCB od 150x150 mm do 400x400 mm, čím sa znižuje počet dutín v kritických aplikáciách. Tieto modely odrážajú náš záväzok k inováciám a spoľahlivosti.
6. Výhody použitia reflow pecí v SMT
6.1. Zlepšená kvalita spájkovaného spoja
Reflow pece poskytujú konzistentné teplo, čím zabezpečujú silné a rovnomerné spájkované spoje. Naše I.C.T pece s presnými tepelnými profilmi znižujú chyby, ako sú dutiny alebo praskliny, ktoré sú kľúčové pre vysokohustotné PCB. Správy z odvetvia z IPC ukazujú, že automatizované procesy pretavovania zlepšujú spoľahlivosť spoja o 40 % v porovnaní s manuálnym spájkovaním.
6.2. Zvýšená efektivita výroby
Automatizácia v reflow peciach urýchľuje spájkovanie, čo umožňuje výrobu vo veľkom objeme. Napríklad naša dvojkoľajnicová Lyra933D spracováva dve PCB súčasne, čím skracuje časy cyklov až o 50 %. Táto efektivita je nevyhnutná na splnenie prísnych výrobných harmonogramov v odvetviach, ako je spotrebná elektronika.
6.3. Zníženie počtu chýb pomocou automatizovanej presnosti
Ručné spájkovanie predstavuje riziko ľudskej chyby, ale reflow pece, ako je naša Lyra733N, používajú automatizované ovládanie na minimalizáciu chýb. Funkcie, ako sú analyzátory kyslíka v dusíkových peciach, znižujú problémy súvisiace s oxidáciou, čím sa znižujú náklady na prepracovanie.
7. Výber správnej reflow pece pre vašu SMT linku
7.1. Prispôsobenie špecifikácií pece potrebám výroby
Výber reflow pece si vyžaduje zosúladenie špecifikácií s výrobnými cieľmi. Pre linky s vysokým objemom zmesi a nízkym objemom ponúka naša L8 flexibilitu pre rôzne PCB. Výrobcovia s veľkoobjemovou výrobou profitujú z dvojkoľajnicového dizajnu Lyra933D. Pri výbere zvážte veľkosť PCB, hustotu súčiastok a požiadavky na spájkovanie (napr. bezolovnaté vs. olovnaté). Náš I.C.T tím poskytuje konzultácie na mieru, aby zladil rúry s konkrétnymi potrebami.
7.2. Úvahy o vysokoobjemovej a vysokoobjemovej výrobe
Výroba s vysokým objemom zmesi vyžaduje pece s nastaviteľným nastavením pre časté zmeny, ako je naša Lyra622. Vysokovýkonné linky uprednostňujú rýchlosť a kapacitu, vďaka čomu je Lyra933D ideálna. Kľúčové je vyvážiť čas zmeny a priepustnosť.
7.3. Vyváženie nákladov a výkonu
Zatiaľ čo pokročilé rúry ako naša LV623 ponúkajú prémiové funkcie, výrobcovia s obmedzeným rozpočtom sa môžu rozhodnúť pre cenovo dostupné modely ako L8. My v I.C.T zabezpečujeme vysoký výkon všetkých našich pecí s funkciami, ako sú PID regulátory a robustné dopravníky, ktoré poskytujú hodnotu bez kompromisov v kvalite.
Reflow spájkovanie: Vedecký prístup k spoľahlivým spojom
BGA (Ball Grid Array) patrí medzi najkompaktnejšie a najnáročnejšie typy puzdier na spájkovanie a odspájkovanie, najmä pre svoju skrytú geometriu kontaktov pod puzdrom a potrebu presnej teplotnej kontroly. Guličky spájky sú skryté pod čipom a vizuálne nekontrolovateľné, preto si vyžadujú špeciálny prístup.
Proces reflow spájkovania, alebo odspájkovania napríklad BGA čipu si vyžaduje presne definovaný teplotný profil, ktorý zohľadňuje nielen materiál spájky, ale aj typ PCB, veľkosť čipu, počet vrstiev či nosný substrát použitého komponentu. Zanedbanie správneho profilu môže viesť k vážnym defektom, ako sú studené spoje, voids (vzduchové dutiny), delaminácia substrátu, deformácia čipu či dokonca poškodenie okolitých súčiastok v dôsledku nadmerného tepelného namáhania.
Teplota počas reflow procesu predstavuje kľúčový parameter, ktorý priamo ovplyvňuje kvalitu a spoľahlivosť spájkovaných spojov, najmä pri zložitých komponentoch ako sú BGA čipy. Každý krok reflow procesu má svoju danú teplotnú a aj časovú logiku. Hlavným cieľom je dosiahnuť dostatočné prehriatie spájkovacích miest na tavenie spájky bez toho, aby došlo k poškodeniu súčiastok. Príliš rýchly nábeh teploty môže spôsobiť mechanické napätia, praskanie puzdier, delamináciu substrátu alebo nerovnomerné natavenie spájky, alebo rozstrek spájky v podobe guličiek, ktoré následne spôsobia skrat.
Správne navrhnutý reflow teplotný profil je rozhodujúcim faktorom pre spoľahlivé vytvorenie kvalitných spájkových spojov a zabezpečenie dlhodobej funkčnosti elektronických zostáv.
Fázy reflow procesu
- Predohrev (Preheat): Počas tejto fázy dochádza k postupnému a rovnomernému zahrievaniu celej dosky plošných spojov. Súčasťou tejto fázy je aj tzv. nábeh teploty (Ramp-up), teda riadené zvyšovanie teploty, zvyčajne rýchlosťou 1 až 3 °C za sekundu. Cieľom je predísť teplotnému šoku, ktorý by mohol viesť k poškodeniu citlivých elektronických komponentov.
- Vyrovnávanie (Soak): V tomto štádiu sa teplota ustáli v definovanom rozsahu, čo umožní aktiváciu tavidla, odstránenie oxidov a zároveň vyrovnanie teplotných rozdielov naprieč celou doskou.
- Tavenie (Reflow): Nasleduje fáza tavenia, v ktorej teplota prekročí bod tavenia použitej spájky - napríklad 217 °C v prípade eutektickej zliatiny Sn63Pb37 alebo SAC305. V tomto bode sa spájka roztaví a vytvoria sa spoľahlivé metalurgické spoje medzi vývodmi komponentov a spájkovacími ploškami na DPS.
- Chladenie (Cooling): Poslednou fázou je chladenie, ktoré prebieha rýchlo, ale kontrolovane, aby sa spoje stabilizovali a minimalizovala sa tvorba hrubých vrstiev intermetalických zlúčenín (IMC).
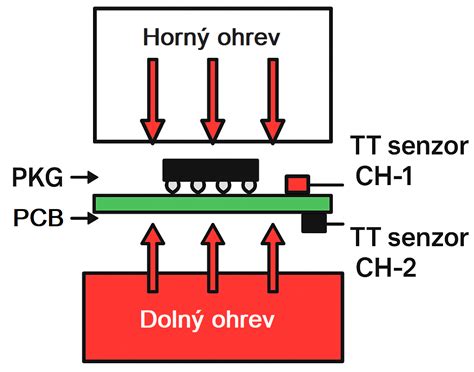
V praxi poznáme dva základné druhy ohrevov pri reflow spájkovaní - horný ohrev a spodný ohrev. Horný ohrev (napr. horúcovzdušný alebo infračervený) sa aplikuje zvrchu a je primárne zodpovedný za samotné natavenie spájky, pričom pôsobí priamo na komponenty. Spodný ohrev naopak slúži na rovnomerné prehriatie DPS zo spodnej strany a pomáha minimalizovať teplotné rozdiely, ktoré by mohli viesť k napätiu, deformáciám alebo nedokonalému spájkovaniu.
Spájky: Olovnaté vs. Bezolovnaté
Pri reflow spájkovaní sa používajú najmä dve hlavné kategórie spájok - olovnaté a bezolovnaté. Výber konkrétnej spájky závisí od viacerých faktorov: požiadavky na spoľahlivosť, teplotná odolnosť komponentov, ekologické predpisy (napr. RoHS).
- Olovnaté spájky: Tieto spájky boli dlhé roky štandardom v elektronickej výrobe vďaka ich vynikajúcim spájkovacím vlastnostiam, nízkej teplote tavenia a stabilným mechanickým vlastnostiam.
- Bezolovnaté spájky: V súlade s nariadeniami ako RoHS (Restriction of Hazardous Substances) boli olovnaté spájky vo veľkej časti priemyslu nahradené ekologickejšími alternatívami. Najčastejšie používanou zliatinou je SAC305 (Sn96.5Ag3.0Cu0.5).
Typický reflow profil pre bezolovnaté spájky (napr. SAC305) pozostáva zo štyroch hlavných fáz, ktoré sú starostlivo časovo aj teplotne definované. Každá fáza má svoj význam pre zabezpečenie správneho prúdenia tepla cez PCB a rovnomerného natavenia spájky bez poškodenia komponentov. Hoci sa jednotlivé profily môžu mierne líšiť v závislosti od konkrétneho zariadenia, typu PCB alebo použitej spájky, základný princíp zostáva rovnaký. Dôležité je dodržať nielen maximálnu teplotu a jej trvanie, ale aj rýchlosti nábehu a poklesu teploty, pretože príliš rýchle zmeny môžu spôsobiť praskliny v puzdrách čipov alebo napäťové deformácie PCB.
Výhody použitia spodného ohrevu
Použitie spodného ohrevu počas reflow procesu je obzvlášť výhodné pri doskách, ktoré majú osadenie len na jednej strane. V takýchto prípadoch sa spodný ohrev využíva ako stabilizátor teploty, ktorý pomáha znižovať teplotný gradient medzi spodnou a vrchnou stranou PCB. To umožňuje rovnomernejší ohrev BGA čipu a zároveň minimalizuje riziko teplotného šoku pre citlivé súčiastky.
Pri použití spodného ohrevu počas reflow procesu sa fázy profilu síce držia všeobecnej štruktúry štandardného reflow profilu (pre SAC spájky), no s niektorými špecifikami.
Horný ohrev a jeho význam
Horný ohrev (napr. horúcovzdušný alebo infračervený) zabezpečuje cielený ohrev zhora na puzdro (PKG) pomocou infračerveného žiarenia alebo horúceho vzduchu. TT senzory umožňujú presné riadenie teplotného profilu, čím sa zabezpečuje spoľahlivé vytavenie spájky bez poškodenia komponentov alebo substrátu.
Ochrana okolitých komponentov
Počas reflow procesu BGA čipu môže dôjsť k poškodeniu okolitých komponentov v dôsledku vystavenia vysokým teplotám alebo intenzívnemu infračervenému žiareniu. Aj keď niektoré z týchto komponentov technicky zvládnu teploty až 260 °C, problém často nastáva pri nadmernej expozícii alebo pri nehomogénnom ohreve. Optimalizácia layoutu PCB, t. j. maximálne možné vzdialenie citlivých komponentov od BGA čipov, je dôležitým krokom na minimalizáciu tohto rizika.
Tieto hodnoty slúžia ako orientačné, vždy je potrebné sa riadiť konkrétnym datasheetom od výrobcu.
Výzvy domáceho reflow spájkovania BGA
V domácich podmienkach sa BGA reflow stáva výzvou najmä preto, že bežní používatelia nemajú k dispozícii presné priemyselné vybavenie ako sú profilovacie reflow pece, termočlánkové merania či RTG kontrola spojov. Bez týchto nástrojov je oveľa náročnejšie zabezpečiť rovnomerné prehriatie DPS, presné dodržanie teplotného profilu a overenie kvality spojov pod čipom, ktoré sú vizuálne neprístupné. Navyše, domáce zariadenia často nedokážu dosiahnuť požadovanú teplotnú dynamiku alebo distribúciu tepla, čo môže viesť k defektným spojom alebo poškodeniu komponentov. Z tohto dôvodu si domáce reflow spájkovanie BGA vyžaduje väčšiu precíznosť, skúsenosti a improvizáciu.
Možné riešenia pre domácich majstrov:
- Modifikovaná teplovzdušná stanica: S kvalitnou dýzou a digitálnym riadením teploty sa dá dosiahnuť uspokojivý výsledok.
- DIY reflow rúry s PID regulátorom: Hobby komunita často využíva staršie elektrické rúry s úpravou riadenia (napr. Arduino + SSR relé).
Informácia: Bez RTG kontroly alebo špeciálnych nástrojov (napr. endoskop pod uhlom) nie je možné 100 % vizuálne overiť kvalitu spojov pod BGA.
Dôsledky odchýlok teplotného profilu
Reflow spájkovanie BGA čipov je mimoriadne citlivé na presné dodržanie teplotného profilu. Ak sa teploty výrazne odchýlia od odporúčaných hodnôt - či už smerom nahor alebo nadol - môžu vzniknúť vážne chyby, ktoré ohrozujú spoľahlivosť a funkčnosť celého zariadenia. Každá odchýlka má svoje typické následky.
Počas samotného reflow procesu by mal byť teplotný profil dôsledne monitorovaný, ideálne pomocou termočlánkov alebo špecializovaných profilerov, aby sa zabezpečilo jeho dodržanie v celom objeme DPS.
- Deformácia komponentov: Plastové puzdrá (napr. konektory, relé) sa môžu zdeformovať alebo úplne zničiť.
Dodržanie správneho teplotného profilu je teda nevyhnutné pre kvalitné spájkovanie. Správne nastavenie reflow profilu pri spájkovaní BGA čipov je kľúčové pre spoľahlivosť zariadenia. Rovnako dôležitá je ochrana citlivých súčiastok v okolí. Dôsledné dodržanie technologických odporúčaní a kontrola procesu vedie k bezchybnej montáži aj tých najnáročnejších BGA komponentov.
Solder Reflow Method
DIY Univerzálna Reflow Rúra: Podrobný návod na zostavenie
Univerzálna reflow rúra je pomôcka pre každého, kto potrebuje pri výrobnom procese v domácich alebo laboratórnych podmienkach vyvinúť teplotu vzduchu väčšiu ako je izbová alebo teplota nad bodom varu vody. Prototyp rúry je zhotovený zo sériovo vyrábanej rúry, ktorá bola základom mojej konštrukcie. Táto malá rúra je riadená elektronicky, čo zaručuje dokonalú presnosť teploty aj pri nižších nastavených teplotách. Rúra je tepelne izolovaná, čo napomáha energetickej úspornosti. Vďaka malým rozmerom spotrebuje podstatne menšie množstvo elektrickej energie, pri väčšej efektívnosti. Rúra má jednoduché riadenie a preto je ľahko používateľná v domácich aj laboratórnych podmienkach.
Moja rúra je základom pre mohutnejšie konštrukcie malých taviacich pecí alebo laboratórnych sušiarní.
Špecifikácie prototypu:
- Napájanie: 220 - 240V, 50Hz
- Výkon: Pohot. režim: 1,9W; Pohot. režim + ventilátor: 3,8W; Horný ohrev + ventilátor: 477W; Spodný ohrev + ventilátor: 379W; Oba ohrevy + ventilátor: 837W; Maximálny výkon: 837W
- Rozsah teploty: 40 - 250°C
- Časovač: 1 min. - 99 hodín 99 minút
Konštrukcia a úpravy
Rúra bola rozobratá a ako prvé sa odstránili originálne ovládacie prvky. Podľa elektronického návrhu sa na CNC stroji vyfrézoval do hliníkového plechu predný panel. Samotná rúra, ktorá je sériovo vyrábaná, nemá žiadnu tepelnú izoláciu. To spôsobovalo, že sa kryt rúry neúmerne hrial a rúra mala veľmi veľké tepelné straty. Izolácia je položená zvrchu, z bokov a pod elektronikou. Sklo-keramická vata je na bokoch pripevnená o vývody ohrievacích telies a je prichytená tenkými drôtikmi.
Elektronika riadenia
Elektronika riadenia je vyhotovená na obojstrannej DPS s rozmermi 86x56mm. Táto doska je prichytená ku spodnému plechu pomocou štyroch skrutiek. Aby sa predišlo skratu medzi kostrou (uzemnením) rúry a niektorým spojom DPS, bola medzi spodný plech a dosku elektroniky vložená izolačná podložka z cuprextitu. V rúre sa nachádza aj pomocná doska so spínacím tranzistorom MOS-FET, umiestnená nad ventilátorom. Ventilátor je štvorcového tvaru 40x40mm. Umiestnený je pod pomocnou doskou na zadnom plechu. Plech má v sebe od výroby mriežku na odvod tepla, a preto ventilátor nemá prekážku pri nasávaní vzduchu. Aj keď je rúra dostatočne tepelne izolovaná, je nutné ku elektronike umiestniť ventilátor, aby sa zamedzilo prehriatiu, pretože pracovná teplota elektroniky môže dosiahnuť hodnotu, ktorá by nepriaznivo ovplyvnila činnosť ochrany proti prehriatiu.
Teplotný snímač: Teplotný snímač je typu K, bežne dostupný, lacný a dostatočne presný. Je umiestnený v plechovej rúrke priskrutkovanej o bočný plech. Samotný senzor vystupuje z rúrky asi 1cm a je umiestnený ku roštu tak, aby bola teplota čo najpresnejšia a zodpovedala skutočnej teplote okolo objektu.
Celá elektronika je poprepájaná plochými káblami, ktoré odolávajú teplotám do 100°C. Silové káble sú farebne odlíšené a ukončené konektormi typu FASTON. Konektory sú izolované v bužírkach, aby nedošlo k náhlemu prierazu na kostru alebo na iný kontakt. Sieťový kábel zostal pôvodný, ako aj uzemňovacie káble na rošt a kostru.
Riadiaca elektronika
Elektronika ovládania rúry pozostáva z piatich funkčných celkov: hlavná doska, displej, ventilátor, enkóder a teplotný senzor. Na hlavnej doske je osadená celá riadiaca elektronika. Hlavným riadiacim prvkom je mikroprocesor ATmega328p. Tento procesor využíva pomocný kryštálový oscilátor, ktorý je umiestnený v tesnej blízkosti procesora. Na hlavnej doske sa nachádzajú pinové vývody pre jednotlivé celky. Vývody pre displej sú umiestnené na pravom okraji dosky. Päť-pinový konektor pre enkóder je umiestnený kolmo pod ním. Programovací konektor pre ISP programátor sa nachádza na spodnom okraji dosky. Ďalej je na doske čip MAX6675, ktorý spracováva údaje z teplotného senzora a upravuje ich tak, aby ich hlavný mikroprocesor dokázal spracovať. Na doske sa nachádza aj časť silovej a napájacej časti. Napájacia časť pozostáva z transformátora, mostíkového usmerňovača, vyhladzovacích filtrov a stabilizátora.
Displej: Displej rúry tvorí jednoduchý LCD displej formátu 40x20mm. Umožňuje zobrazenie ôsmich znakov vo dvoch riadkoch.
Enkóder: Enkóder použitý v rúre je špeciálne určený pre Arduino.
Ventilátor: Ventilátor má rozmery 40*40*20mm. Pracuje pri napätí 12V a prúde 70mA. Je to ventilátor určený na všeobecné použitie. „Prefúkne“ 15,12m3 vzduchu za jednu hodinu. Štandardne má ventilátor tri vývody, ale v tomto prípade sa využívajú len napájacie piny. Spínanie ventilátora je riešené pomocou tranzistora MOS-FET.
Teplotný senzor: Teplotný senzor tvorí teplotná sonda typu K. Tieto sondy sú najbežnejšie dostupné sondy na trhu. Sonda typu K využíva termoelektrický jav, keď na spojení dvoch rôznych kovov vzniká napätie závislé od teploty spoja.
Celá schéma zapojenia a návrh plošného spoja boli zrealizované v CAD programe Eagle. Schéma zapojenia je navrhnutá tak, aby bola elektronika čo najkompaktnejšia a jednoducho zhotoviteľná.
Riadiaci program
Hlavný mikroprocesor potrebuje ku svojej činnosti riadiaci program. Program je písaný vo vývojovom prostredí pre Arduino, pretože procesory ATmega sú základom týchto vývojových dosiek. Program pozostáva z konfigurácie pinov, zoznamu použitých knižníc, definícií výrazov a samotného programu. Program riadi všetky časti rúry. Základom programu je protoprogram pre riadenie teploty. Ďalšími subprogramami sú program pre časovač, program pre ochranu pred prehriatím, program pre kalibráciu, program pre pamäť EEPROM a programy udržujúce správny chod rúry (program pre taktovanie časovača a pod.). Ako som už spomenul, program využíva pamäť EEPROM, ktorá zabezpečí to, že pri vypnutí rúry ostane nastavená kalibračná hodnota tzv. ofset.
Ovládanie a kalibrácia
Riadenie rúry je vyriešené takto: pri prvom spustení po nahratí programu bude rúra vyžadovať nastavenie prvotnej kalibrácie. Tá sa nastavuje otáčaním enkódera. Nastavíme ju tak, aby teplota v rúre zodpovedala teplote na displeji (pri prvom zapnutí je v rúre izbová teplota, takže zobrazená teplota by mala zodpovedať teplote miestnosti). Pokiaľ je nutné nastaviť kalibráciu inokedy ako po prvom zapnutí, tak sa počas úvodného textu dlho podrží enkóder a zobrazí sa kalibračné menu. Správne nastavenú kalibráciu potvrdíme zatlačením enkódera.
Na displeji sa zobrazí prvé menu. To pozostáva z dvoch riadkov. V prvom riadku je nastavená teplota a v druhom teplota vo vnútri rúry. Teplotu možno nastaviť otáčaním enkódera a nie je potrebné ju potvrdzovať. Rozsah nastaviteľných teplôt je od 40 do 250°C.
Krátkym stlačením tlačidla sa presunieme do druhého menu. V druhom menu sa nachádza časovač. V prvom riadku je zobrazený nastavený čas a v druhom riadku je zobrazený čas do konca pečenia. Rozsah nastaviteľného času je od jednej minúty do 99 hodín 99 minút. Pokiaľ je časovač nastavený na 0, tak je ohrev zapnutý dovtedy, pokiaľ nie je znovu ručne vypnutý. Čas sa zobrazuje v dvoch formátoch. Nastavený čas je vo formáte HH:MM a zostávajúci vo formáte HH:MM:SS.
Po nastavení času opäť krátko stlačíme enkóder. Dostaneme sa do tretieho - informačného menu. Tu sa na prvom riadku zobrazí skutočná teplota v rúre a v druhom riadku zostávajúci čas vo formáte HH:MM:SS.
Keď v akomkoľvek menu dlho stlačíme enkóder, tak sa zapne ohrev. Ohrev sa vypína podobným spôsobom alebo po skončení nastaveného časového intervalu. Pri vypnutí ohrevu skončením časového intervalu sa na displeji zobrazí slovo KONIEC!!! a rúra začne prerušovane „pípať“. Toto neprestane, pokiaľ nestlačíme enkóder.
Automatické ovládanie ventilátora a ochrana proti prehriatiu
Ventilátor sa ovláda automaticky podľa teploty elektroniky. Keď teplota prekročí 30°C, tak sa ventilátor zapne. Ak teplota prekročí 55°C, tak sa aktivuje ochrana proti prehriatiu, ohrev sa vypne, na displeji sa zobrazí nápis VYSOKA TEPLOTA! a rúra začne prerušovane „pípať“. Tento stav sa nedá vypnúť stlačením enkódera, ale je potrebné rúru vypnúť úplne a nechať vychladnúť. Pri opätovnom zapnutí rúra funguje ďalej normálne.
Pri zapnutom ohreve svieti kontrolka ohrevu a príslušný vypínač (horný, dolný alebo obidva ohrevy).
Praktické skúsenosti a všestrannosť
Prototyp rúry je po jej zhotovení intenzívne využívaný necelé tri mesiace a doterajšie skúsenosti z praxe ukázali, že je dokonalým pomocníkom pri akejkoľvek činnosti v dielni. Výhodou celej konštrukcie je, že je rúra kompaktná, energeticky úsporná a pokiaľ elektrotechnik nepotrebuje niekoľko profesionálnych rúr, tak aj ľahko zhotoviteľná.
Elektrotechnici využívajú teplo najmä pri výrobe plošných spojov (napr. zasychanie fotocitlivého laku), ale aj pri iných výrobných procesoch. Ukázalo sa, že elektronika riadenia rúry môže byť použitá aj do väčších konštrukcií, napríklad do profesionálnejších rúr na tepelnú úpravu potravín. Celkové náklady síce prevýšili predpokladanú sumu, ale celková suma je omnoho menšia ako cena profesionálnych piecok.
Univerzálna reflow rúra je dokonalý pomocník do dielne nie len pre elektrotechnikov. Je to pomôcka pre všetkých tých, ktorí potrebujú pri svojej práci alebo výrobnom procese ohrievať menšie telesá. Rúra je postavená univerzálne a dá sa bez akýchkoľvek problémov modifikovať aj na iné použitie, napr. v potravinárstve alebo gastronómii.
Môže sa použiť na automatické "pretečenie" spájky na opravu zlých spájkovaných spojov, odstránenie alebo výmenu zlých komponentov a dokončenie malých technických modelov alebo prototypov.
Komerčné riešenia: VEVOR Reflow pece
Teplota je veľmi presná a dokonca využíva rýchle infračervené žiarenie. Pre väčšie pohodlie sú k dispozícii prednastavené režimy vykurovania. Vezmite si pretavovaciu rúru VEVOR domov a okamžite spustite svoje DIY programy.
Kľúčové vlastnosti VEVOR Reflow pecí:
- Spájkovacia plocha pohodlnej veľkosti
- 8 Teplotno-parametrových vĺn
- Rýchly a spoľahlivý systém odvádzania tepla
- Prémiová rukoväť z nehrdzavejúcej ocele
- Ľahko ovládateľný LCD displej
VEVOR je popredná značka, ktorá sa špecializuje na vybavenie a náradie. Spolu s tisíckami motivovaných zamestnancov je VEVOR odhodlaný poskytovať našim zákazníkom odolné vybavenie a nástroje za neuveriteľne nízke ceny. Dnes VEVOR obsadil trhy viac ako 200 krajín s viac ako 10 miliónmi globálnych členov.
Prečo si vybrať VEVOR?
- Prémiová tvrdá kvalita
- Neuveriteľne nízke ceny
- Rýchle a bezpečné doručenie
- 30-dňové bezplatné vrátenie
- Pozorný servis 24/7
Infračervená Reflow Pec VEVOR T-962
Infračervená reflow pec má menovitý výkon 800W. Jeho maximálna efektívna spájkovacia plocha je 7,1" x 9,25"/180 x 235 mm, spájkovanie viacerých panelov naraz pre vysokú účinnosť.
- Funkcia mobilného vykurovania: Podľa vášho výberu je k dispozícii osem druhov vĺn teplotných parametrov. Pracovná fáza teploty: zahrievanie, zahrievanie, spájkovanie, uchovanie tepla a chladenie.
- Funkcia núteného chladenia: Aby sa zabránilo prehriatiu, udržiava stálu teplotu a zaisťuje vašu bezpečnosť. Naša pretavovacia pec bola vylepšená o účinné chladiace otvory a odvod dymu.
- Užívateľsky prívetivý dizajn: Priehľadné okienko umožňuje kedykoľvek pozorovať vnútorný proces zvárania. Prémiová rukoväť z nehrdzavejúcej ocele poskytuje stály komfort. Jednoduchý ovládací panel Panel pretavovacieho stroja sa jednoducho ovláda. Môžete ho upraviť podľa vašej aplikácie a rôznych materiálov.
- Všestranné využitie: Spájkovací stroj na pretavenie je ideálny na tuhnutie lepidla, manipuláciu s tepelným starnutím dosky plošných spojov, opravu PCB atď., aby uspokojil vaše každodenné požiadavky.
Špecifikácie VEVOR T-962:
- Model: T-962
- Maximálna plocha efektívneho spájkovania: 180 x 235 mm (7,1 x 9,25 palca)
- Menovitý pracovný cyklus: 100 %

tags: #univerzalna #reflow #rura