Ohýbanie plechov je základným procesom vo výrobnom inžinierstve, ktorý umožňuje premenu plochých plechov na presné tvary. Tieto tvary nachádzajú uplatnenie v širokej škále produktov, od automobilových dielov až po potrubia pre vykurovacie, ventilačné a klimatizačné systémy. Pre inžinierov, výrobcov alebo domácich majstrov ponúka ohýbačka plechov vyrobená na mieru bezkonkurenčnú kontrolu nad procesom tvarovania, ktorá je prispôsobená špecifickým potrebám, ako je hrúbka materiálu, polomer ohybu alebo objem výroby.
Na rozdiel od bežne dostupných strojov vám ohýbačka pre domácich majstrov umožňuje optimalizovať proces pre jedinečné požiadavky vašej dielne - či už ide o výrobu prototypov v malej dielni alebo zefektívnenie výroby s vysokým obsahom materiálu v továrni. Táto príručka vás prevedie procesom stavby ohýbačky plechov od základov, ktorá je založená na praktických inžinierskych princípoch a je inšpirovaná najnovším výskumom v oblasti flexibilnej výroby a automatizácie.
Budeme sa venovať mechanike ohýbania, konštrukčným aspektom, výberu materiálu, montáži a testovaniu s príkladmi z reálneho sveta, ktoré ilustrujú každý krok. Očakávajte podrobné vysvetlenia, napríklad ako vypočítať tolerancie ohybu alebo vybrať hydraulické komponenty, spolu s poznatkami zo štúdií o aditívnom obrábaní a servopohonných systémoch. Či už ohýbate 1 mm hliník pre elektroniku alebo 3 mm oceľ pre konštrukčné rámy, tento článok vás vybaví na vytvorenie spoľahlivého a efektívneho stroja. Poďme sa ponoriť do procesu a získať ohýbačku, ktorá splní očakávania.
Pochopenie mechaniky ohýbania plechov
Ohýbanie plechu zahŕňa deformáciu plochého plechu pozdĺž priamej osi, čím sa vytvoria uhly alebo krivky bez lámania materiálu. Proces závisí od vlastností materiálu - medze klzu, elasticity, hrúbky - a od pôsobiacich síl: kompresia vo vnútri ohybu, napätie vonku. Medzi kľúčové techniky patrí ohýbanie vzduchom (čiastočný kontakt razníka s matricou pre flexibilitu), ohýbanie zospodu (úplný kontakt pre ostré uhly) a rotačné ohýbanie (pre valcové tvary). Každá z nich je vhodná pre špecifické aplikácie, ako je ohýbanie vzduchom pre rýchle nastavenie v dielňach alebo ohýbanie zospodu pre presné automobilové panely.
Správanie materiálu je kritické. Vezmite si napríklad mäkkú oceľ: Jej medza klzu (~250 MPa) umožňuje predvídateľnú deformáciu, ale spätné pružnenie - kde sa kov čiastočne vráti do pôvodného tvaru - môže znemožniť presnosť. Napríklad 1 mm oceľ ohnutá pod uhlom 90 stupňov s polomerom 5 mm sa môže pružne vrátiť o 2 - 3 stupne, čo si vyžaduje prehnutie. Hliník 6061, bežný v leteckom a kozmickom priemysle, je tvárny, ale pri prepracovaní praská. Výskum štvorvalcových ohýbacích systémov ukazuje, že optimalizácia rozostupu valcov (napr. 200 mm na začiatku, 100 mm na konci) znižuje zvyškové rovné hrany o 87 %, čím sa zabezpečujú hladké oblúky pre aplikácie, ako sú výfukové potrubia.
Ďalšou nevyhnutnou znalosťou je tolerancia ohybu. Zohľadňuje naťahovanie materiálu počas ohýbania. Pre 500 mm dlhý a 1 mm hrubý oceľový plech ohnutý pod uhlom 90 stupňov je tolerancia ~3,14 mm, vypočítaná pomocou K-faktora (0,3 - 0,5, v závislosti od materiálu). Dôležitý je aj smer vlákien - ohýbanie rovnobežne s vláknami minimalizuje praskanie. V praxi sa pri ohýbaní konzol z nehrdzavejúcej ocele v dielni zistilo, že zarovnanie smeru vlákien znižuje chyby o 15 %.
Tieto základy formujú každé rozhodnutie, od pevnosti rámu až po návrh nástrojov. Ak ich zle odhadnete, vaša ohýbačka bude produkovať nekonzistentné súčiastky. Zvládnite ich a máte zaručený úspech.
Navrhovanie ohýbačky plechov
Dobre navrhnutá ohýbačka vyvažuje kapacitu, stabilitu a presnosť. Začnite definovaním svojich potrieb: Maximálna šírka plechu (napr. 1,2 m pre všestrannosť) a hrúbka (do 3 mm pre väčšinu dielní). Rám je vaším základom - vyberte si rám v tvare C pre otvorený prístup alebo rám v tvare L pre vysokú stabilitu. Štrukturálna analýza navrhuje hĺbku vyloženia 150 mm na manipuláciu s väčšími plechmi bez priehybu pri zaťažení 20 ton.
Nasleduje výroba nástrojov. Razníky a matrice určujú polomer a uhol ohybu. Modulárne konštrukcie s vymeniteľnými V-maticami (s polomermi 1 mm až 10 mm) ponúkajú flexibilitu. Nedávne štúdie zdôrazňujú úlohu aditívnej výroby v tomto smere: Laserové nanášanie kovov (LMD) dokáže vyrobiť vlastné matrice za 24 hodín, čo je ideálne pre malé série, ako sú napríklad zákazkové potrubia. Na ovládanie postačujú manuálne páky pre jednoduché ohyby, ale servopohony dosahujú presnosť ±0,01 mm, čo je rozhodujúce pre zložité tvary. Riadiaci systém typu master-slave, kde centrálny PLC koordinuje viacero osí, zabezpečuje synchronizovaný pohyb, ako je to vidieť v automatizovaných brzdách pre panely spotrebičov.
Bezpečnosť a ergonómia sú nevyhnutné. Senzory preťaženia zabraňujú hydraulickým poruchám, zatiaľ čo svetelné clony zastavia stroj, ak sa ruky priblížia k miestam, kde sa môže stať, že dôjde k privretiu. Nastaviteľná pracovná výška znižuje únavu obsluhy. V jednom prípade dielňa dodatočne vybavila ručnú ohýbačku relé a mikrokontrolérom, čím sa skrátili časy cyklov o 40 % a zároveň boli pridané bezpečnostné blokovania.
Zoberme si praktický príklad: Návrh ohraňovacieho lisu pre elektronické kryty. 10-tonový rám v tvare C s V-formami spracováva hliník s hrúbkou 0,6 mm s vypočítanou toleranciou 2,1 mm pre 90-stupňové ohyby. Testovanie nepreukázalo žiadne praskanie a diely boli pripravené na montáž. Návrh je iteratívny - načrtni, simuluj, zdokonal. Slabý rám alebo nesprávne zarovnané nástroje vedú k chybám, preto uprednostňujte tuhosť a presnosť.
Výber materiálov a komponentov
Trvanlivosť vašej ohýbačky začína výberom materiálu. Pre rám je použitá oceľ A36 (medznosť klzu 250 MPa), ktorá je spoľahlivá a zvárateľná. Na stojany použite I-nosníky s rozmermi 100 x 100 mm, aby odolali silám 20 ton. Pre ľahšie konštrukcie hliníkové zliatiny znižujú hmotnosť, ale oceľ má lepšie tlmenie vibrácií pri vysokorýchlostných cykloch.
Hydraulické systémy potrebujú robustné komponenty: valce s priemerom 50 mm a zdvihom 200 mm, dimenzované na 210 barov, poskytujú konzistentnú silu. Nitrilové tesnenia zabraňujú únikom; akumulátory stabilizujú tlak. Servoelektrické alternatívy s dobou odozvy <10 ms vynikajú v dynamických aplikáciách, ako je rotačné ohýbanie. Nástroje vyžadujú kalené oceľové konštrukcie H13 (50 HRC) pre dlhú životnosť. Pre špecializované potreby, ako sú napríklad námorné súčiastky, sú povlaky Inconel vyrobené pomocou aditívnych procesov odolné voči korózii.
Ovládacie prvky sa spoliehajú na relé (24 V DC) a tranzistory pre spoľahlivé spínanie. Príklad: Brzda pre potrubia HVAC použila 6 mm oceľové plechy a CNC obrábané HSS matrice, pričom ohýbala 0,8 mm meď s toleranciou 0,5 stupňa. Ďalší: Ohýbačka hliníkových rámov použila bronzové puzdrá na zníženie trenia o 30 %, spárovaná s Arduinom pre nastavenie uhla v reálnom čase. Pred montážou skontrolujte komponenty - chyby, ako sú mikrotrhliny vo zvaroch, znižujú životnosť. Kvalitné materiály zaručujú viac ako 50 000 cyklov.
Výroba rámu a mechanickej konštrukcie
Výroba začína základňou: Pre stabilitu sa zvarí oceľový plech s rozmermi 1,5 m x 0,8 m a hrúbkou 10 mm. Stĺpy s výškou 1 m sú vystužené klinmi, zváranými pri 200 A metódou MIG, po čom nasleduje tepelné spracovanie na odľahčenie pnutia. Vodiace lišty využívajú lineárne ložiská pre plynulý pohyb.
V štvorvalcových zostavách sú symetrické valce namontované na nastaviteľných hriadeľoch, ktoré sú ladené pomocou vodiacich skrutiek pre kontrolu polomeru. Napríklad ohýbačka hlavy nádrže nastaví valce na počiatočnú medzeru 150 mm a postupne ich uťahuje, čím sa rovinnosť hrán zníži na menej ako 10 mm. Držiak razníka so závitom pre rýchlu výmenu nástrojov sa zarovnáva s nástrojom pomocou kolíkov - odchýlka 0,1 mm zdvojnásobuje spätnú pružinu.
V dielni vyrobený rám v tvare C pre panely spotrebičov používal oceľ s krabicovým prierezom, s priehybom < 0,5 mm pod 15 tonami, ideálny pre 2 mm nehrdzavejúcu oceľ. Potrebné nástroje: plazmová rezačka, uhlová brúska, zváračka. Ochranné pomôcky sú povinné. Po zváraní spoje prebrúste do hladka a naneste epoxidový základný náter pre odolnosť voči korózii. Táto štruktúra je chrbticou vášho ohýbača - postavte ju pevnú, aby podopierala všetko ostatné.
Integrácia energetického systému
Výkon je poháňaný silou. V hydraulike zubové čerpadlo s výkonom 5 kW napája rozdeľovač s rozvodnými ventilmi. Postupnosť: Solenoid sa spúšťa, valec sa vysúva, tlakový senzor sa uzavrie pri 150 baroch. Proporcionálne ventily umožňujú variabilnú rýchlosť pre presnosť.
Servoelektrické systémy s guľôčkovými skrutkami ponúkajú čistejšiu prevádzku a rýchlejšiu odozvu - čo je kľúčové pre ohýbanie poťahu lietadla, kde testy na 1 mm titáne preukázali presnosť 0,9 %. Zapojenie sa delí na 24 V pre ovládacie prvky a 400 V pre motory. PLC alebo mikrokontrolér programuje cykly, napríklad 2-sekundovú prestávku na zmiernenie napätia. V jednej zostave tranzistory riadili aktuátory, čím sa znížila práca na viac ako 100 sériách dielov na polovicu.
Príklad: 20-stupňový ohyb na pozinkovanej oceli - hladký, opakovateľný po ladení prietokomeru. Pretlakovanie hrozí prasklinami v závitoreze, preto pozorne sledujte merače.
Funkcie riadenia a automatizácie
Ovládacie prvky premieňajú ohýbačku na inteligentný nástroj. Základné nastavenia používajú pedále; pokročilé sú vybavené dotykovými obrazovkami HMI na zadávanie uhlov, polomerov a materiálových špecifikácií. Systémy spätnej väzby - lineárne stupnice pre polohu barana, enkodéry pre rýchlosť motora - zaisťujú presnosť.
Hierarchické riadenie s hlavným PLC delegujúcim na podriadené jednotky skracuje odozvu na 10 ms, čo je ideálne pre zložené krivky. Softvér ako rebríková logika alebo skripty Pythonu dokážu kompenzovať pružnosť (napr. prehnutie o 2 - 5 % pre hrubšie plechy).
Príklad: Ohýbačka rámov nábytku naprogramovala automatický návrat pre 90-stupňové príruby s displejom zobrazujúcim silu v reálnom čase. Ďalší: Flexibilná bunka používala generátory procesov na prepínanie medzi ohýbaním otočením a ohýbaním tlakom, čím sa skrátil čas plánovania z dní na hodiny. Začnite jednoducho, otestujte a potom pre efektivitu pridajte automatizáciu vo vrstvách.
Bezpečnosť a ergonómia
Bezpečnosť je skonštruovaná, nie voliteľná. Vybavte každú stanicu núdzovými zastavovacími zariadeniami a obojručnými ovládačmi pre ovládanie baranidla. Ochranné kryty s blokovaním blokujú prístup počas cyklov.
Ergonómia je dôležitá: Nastaviteľné zdviháky nastavujú pracovnú výšku, tlmiče znižujú vibrácie motora. V jednej dielni svetelné závory znížili riziko nehôd o 70 %, čím zvýšili dôveru a produktivitu. Príklad: Lacná automatická ohýbačka konzol používala uzavreté body zovretia a senzory na detekciu zaseknutých plechov, čím sa zabezpečila bezpečná prevádzka. Dodržiavajte normy OSHA - limity dodatočného zaťaženia, uchovávajte záznamy. Bezpečný stroj je taký, ktorému operátori dôverujú a ktorý používajú.
Montáž, testovanie a riešenie problémov
Systematicky zostavte: Rám, pohon, ovládacie prvky. Hlavné skrutky utiahnite na 80 Nm. Skúšky nasucho skontrolujte zarovnanie pomocou úchylkomerov. Záťažové skúšky začnite s tenkými odrezkami (0,5 mm) a pokračujte až po maximálnu hrúbku. Uhly zmerajte uhlomermi, polomery šablónami.
Riešenie problémov: Netesnosti? Utiahnutie spojov. Nekonzistentné ohyby? Prekalibrujte senzory. Štvorvalcová ohýbačka hliníkových profilov dosiahla po úprave podložiek chybu 1 %, pričom rovné hrany boli orezané o 87 %. Zaznamenávajte údaje, spresňujte nastavenia - vaša ohýbačka sa s používaním zlepšuje.

Príklady a prípadové štúdie z reálneho sveta
Príklad 1: Dodávateľ automobilového priemyslu použil LMD na výrobu otočných ohýbacích nástrojov za 24 hodín, čím znížil náklady o 40 % na varianty dverových panelov. Digitálne plánovanie procesov zvýšilo prevádzkyschopnosť na 95 %.
Príklad 2: Obchod s elektronikou zostrojil brzdu riadenú mikrokontrolérom, ktorá ohýbala hliníkové kryty s hrúbkou 0,6 mm v 15-sekundových cykloch, čím znížila prácnosť o 60 %.
Príklad 3: Štvorvalcová ohýbačka pre letecký priemysel dosiahla presnosť 0,01 mm pre profily trupu, pričom simulácie ABAQUS potvrdili chybu 0,8 %. Tieto prípady ukazujú všestrannosť - od malých prevádzok až po náročnú výrobu.
Pokročilé úpravy pre veľkoobjemovú výrobu
Pre vysoký výkon pridajte integráciu CNC: G-kód pre dráhy ohybu, systémy videnia pre zarovnávanie plechov. Modulárne valce umožňujú tandemové ohyby. Hybridný pohon (hydraulická základňa, elektrické jemné ladenie) zvyšuje účinnosť o 30 %.
Príklad: Modernizácia manuálnej ohýbačky s enkodérmi a PLC zvýšila výkon na 500 dielov/deň s výťažnosťou 99 %.
Údržba a dlhá životnosť
Denné mazanie otočných čapov a týždenné kontroly hydraulického filtra predlžujú životnosť. Ročné konštrukčné kontroly odhaľujú únavu materiálu. Skladujte na suchom a krytom mieste. 5-ročná ohýbačka, starostlivo udržiavaná, stále spĺňa tolerancie, čo dokazuje, že starostlivosť sa vypláca.
Home made steel sheet bender only simple Animation
Konštrukcia jednoduchšej ohýbačky:
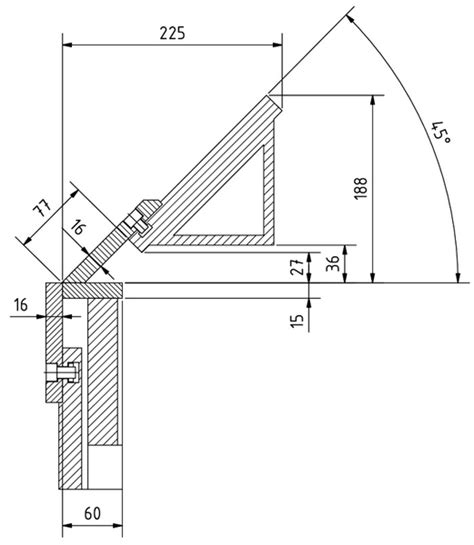
Ohýbačku je možné vyrobiť z navrhnutého materiálu, alebo z materiálu, ktorý získame zo šrotu. Do vyfrézovanej prítlačnej lišty (1) a pevného prahu (2) navŕtame otvory s priemerom 30 mm. Do priečky stojana (4) a výstuhy (2.1) navŕtame otvory s priemerom 11 mm (3 X). Materiál, ktorý máme, napílime na potrebnú dĺžku a zvaríme stojan (4), priečku, stojku (4.1), výstuhu (4.2) a nohy (4.3). Stojan vystužíme trojuholníkmi (7). Do pevného prahu (2) privaríme výstuhu (2.1) a zospodu matice s trapézovým závitom. Pevný prah priskrutkujeme o stojan. Odpílime si ohýbaciu lištu (3), z ktorej na oboch stranách odpílime po 45 mm (horná časť) s madlom (3.1). Vysústružíme dve puzdrá (5) na ložiská 6304. Kúsok puzdra musíme odpíliť, aby nám neprekážalo pri ohýbaní. Na výkrese je označenie čiarkované. Skrutky (6) sú vyrobené z dlhšej skrutky. Skrutky zaskrutkujeme cez prítlačnú lištu (1) do pevného prahu (2). Do puzdier navŕtame otvory a zaskrutkujeme imbusové skrutky. Na skrutky (6) dáme podložky (6.3) a bodneme ich. Na tyčke (6.1) narežeme závity M12 a vložíme do otvorov v skrutkách (6) a naskrutkujeme na ne guľôčky (6. 2). Čapy (3.3) privaríme k pevnému prahu (1) a na rúrky (3.4) privaríme pásovinu (3.5). Navŕtame diery a zaskrutkujeme ohýbaciu lištu a čapy. Pevný prah a ohýbacia lišta musia byť v rovine. Nakoniec ohýbačku natrieme základnou a vrchnou farbou.
Použitie ručných ohýbacích systémov:
Využite náš systém ručného ohýbania, ktorý sa skladá z viacerých pomôcok od rôznych výrobcov. Filozofiou týchto rolovacích ohýbačiek a ručného ohýbania, je uľahčenie práce na streche. Stáva sa, že práve na streche potrebujete ohnúť krátku záveternú lištu, alebo vyrobiť plech na oplechovanie komína. To všetko je možné realizovať pomocou doleuvedených ohýbačiek. Vhodný set rolovacích ohýbačiek je aj s použitím tanierovej ohýbačky a profilovacieho kolieska. Ďalej vám predstavíme postup, ako pomocou rolovacej ohýbačky vyrobiť profilovaný plech. Slangovo nazývaný aj nasledovne „šarňu šorňu scharre“. Pri tomto spôsobe ohýbania je potrebné mať kvalitné značítka, aby ste mali presne predznačený spôsob ohýbania.
Manuálne ohýbanie plechu doma:
Ako ohnúť plech môže pôsobiť náročne, pretože kov sa pri zlom postupe ľahko zvlni alebo praskne. Dobrou správou je, že presné ohýbanie zvládnete aj doma bez profesionálnych strojov. Skôr než sa pustíte do samotného ohýbania, je dôležité pochopiť, ako sa jednotlivé druhy plechu správajú. Oceľový plech je pevný a odolný, takže vyžaduje väčšiu silu. Hliníkový plech je naopak mäkší a ohýba sa ľahšie, no zároveň sa rýchlejšie deformuje. TIP: Pred ostrým ohybom si urobte skúšku na malom kúsku rovnakého plechu.
Najlepšie výsledky dosiahnete vtedy, keď je plech stabilne uchytený - či už v zveráku, medzi dve drevené hranoly alebo k pevnej hranej doske. Pri ručnom ohýbaní sa vždy snažte pracovať pomaly a s rovnomerným tlakom, aby ste predišli prasknutiu či zvlneniu plechu. Na ohýbanie plechu nemusíte mať profesionálnu ohýbačku - mnohé menšie úpravy zvládnete aj doma pomocou bežného náradia. Stačí pevné uchytenie, správna opora materiálu a trpezlivý, rovnomerný tlak. Vďaka jednoduchým pomôckam, ako je zverák, drevený hranol, gumené kladivo či ohýbacia lišta, dokážete vytvoriť čisté a presné ohyby aj bez špecializovaného vybavenia.
Použitie zveráka a hranola - plech vložíte medzi dve rovné dosky alebo hranoly, pevne ich stiahnete a potom ohýbate pomalým, rovnomerným ťahom nahor alebo nadol. Gumené kladivo - vhodné najmä na tenšie plechy. Ohýbacia lišta - praktická pomôcka na presné a estetické ohyby.
Hrúbka plechu výrazne určuje, aký postup pri ohýbaní zvoliť - čím je materiál masívnejší, tým viac sily a presnejšej techniky si vyžaduje. Tenšie plechy (0,3 - 0,8 mm) sa ohýbajú veľmi jednoducho, často stačí pevná rovná hrana a mierny, rovnomerný tlak rukou. Pri plechoch hrúbky 1 - 2 mm je už potrebné silnejšie pritlačenie a ideálne použitie zveráka spolu s gumeným kladivom, ktoré pomáha vytvoriť čistý a rovný ohyb. Plechy nad 2 mm sú podstatne tvrdšie a odporúča sa ohýbanie pomocou ohýbacích líšt alebo strojových ohýbačiek, aby sa predišlo praskaniu či nežiadúcemu zvlneniu.
Nech už pracujete s akoukoľvek hrúbkou, vždy platí zásada: čím hrubší plech, tým väčší rádius ohybu. Kvalitný ohnutý plech má rovnomernú líniu ohybu a neobsahuje praskliny ani vlny. Aby ste dosiahli profesionálny výsledok, je dôležitá presná príprava ohybovej línie. Tú si môžete vyznačiť fixkou alebo rycou ihlou.
Chyby pri ohýbaní:
- Príliš rýchle ohýbanie - náhlenie pri ohybe výrazne zvyšuje riziko prasklín, deformácií či úplného zlomenia plechu.
- Ohýbanie proti smeru vlákien - niektoré kovy, najmä hliník, majú výrazný smer štruktúry.
Provizórne ohýbačky:
Domáce ohýbanie plechu zvládnete aj bez profesionálnej ohýbačky - postačí šikovnosť a pár bežných pomôcok. Ako provizórnu ohýbačku môžete použiť dva drevené hranoly, ktoré vytvoria pevnú hranu na ohyb. Menšie kusy plechu sa dajú jednoducho tvarovať pomocou zveráka a klieští, pri dlhších ohyboch pomôže kovová lišta pevne priskrutkovaná k pracovnej doske. Na finálne dotvarovanie ohybu je ideálne gumené kladivo, ktoré nepoškodí povrch plechu a rozloží tlak rovnomerne.
Myslite dopredu a pri ohýbaní plechu si doprajte čas na dôkladnú prípravu - čistá pracovná plocha, pevné uchytenie materiálu a správne zvolené náradie sú základom bezpečnej a presnej práce. Keď pracujete pomaly, rovnomerne a s ohľadom na hrúbku plechu, výsledný ohyb bude hladký, rovný a bez zbytočných deformácií.