Výroba plechových dielov, ako sú konzoly, kryty alebo elektrické skrinky, sa na prvý pohľad môže zdať jednoduchá. Avšak dosiahnutie presnosti týchto dielov si vyžaduje zložité výpočty, najmä pokiaľ ide o polomer ohybu plechu. Plech sa totiž pri ohýbaní naťahuje, čo je jav, ktorý treba pri výrobe dôkladne zohľadniť.
Veľkosť tohto predĺženia a potrebný "prídavok na ohyb" závisia od viacerých faktorov. Patria sem materiál a hrúbka obrobku, uhol ohybu a vnútorný polomer, metóda ohýbania kovu (vzduchové ohýbanie vs. spodné ohýbanie) a často nepochopený faktor K, známy aj ako neutrálny faktor alebo faktor Y.
Faktor K a neutrálna os
Počas procesu ohýbania materiálu dochádza k trvalej deformácii. Materiál na vonkajšej strane ohybu sa naťahuje, zatiaľ čo materiál na vnútornej strane sa stláča. Niekde medzi týmito dvoma zónami sa nachádza pomyselná rovina - neutrálna os - ktorá nie je ani stlačená, ani natiahnutá. Táto os má počas ohýbania tendenciu pohybovať sa smerom k vnútornému povrchu.
K-faktor predstavuje pomer medzi polohou neutrálnej osi, meranou od vnútorného povrchu ohybu, a celkovou hrúbkou materiálu. Faktor Y je pokročilejšou verziou K-faktora, ktorá zohľadňuje aj metalurgické vlastnosti materiálu, no používa sa zriedka.
Pre príklad, kus mosadze alebo hliníka s hrúbkou 12 mm sa pri ohýbaní rovnomerne okolo okraja stlačí na jednej strane a natiahne na druhej. Ak je použitý vnútorný polomer ohybu menší ako hrúbka materiálu, K-faktor sa pohybuje okolo 0,33 pre vzduchové ohýbanie a 0,42 pre spodné ohýbanie. Tieto hodnoty sa postupne zvyšujú s rastúcimi polomermi ohybu. K-faktor sa tiež zvyšuje s tvrdšími materiálmi, ako je oceľ a nehrdzavejúca oceľ, ale nikdy neprekračuje hodnotu 0,5.
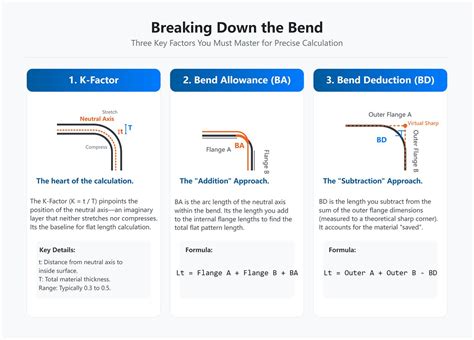
Vonkajší ohyb, prídavok a redukcia ohybu
Okrem K-faktora existujú ďalšie dôležité pojmy pri manuálnych výpočtoch ohybov a generovaní presných "plochých" rozložení 3D modelov plechových dielov:
- Vonkajší ohyb (OSSB): Miera odstúpenia na vertikálnej a horizontálnej osi. Pri 90-stupňovej prírube sa OSSB rovná vonkajšiemu priemeru, čo je polomer ohybu plus hrúbka materiálu.
- Prídavok na ohyb (Bend Allowance): Dĺžka oblúka ohybu meraná pozdĺž neutrálnej osi materiálu.
- Redukcia ohybu (Bend Deduction): Rozdiel medzi prídavkom na ohyb a dvojnásobkom vonkajšieho ohybu. Táto hodnota sa odpočíta od obrobku, aby sa zohľadnilo natiahnutie materiálu.
Ďalšie úvahy pri návrhu plechových dielov
Pri návrhu plechových dielov je dôležité dodržiavať konzistentnú hrúbku materiálu v celej súčiastke. Taktiež sa odporúča umiestňovať otvory, štrbiny a podobné prvky najmenej 4-násobkom hrúbky materiálu od akéhokoľvek okraja alebo vnútorného rohu, aby sa predišlo deformácii kovu v dôsledku natiahnutia.
Pri výbere polomeru ohybu je dôležité, aby bol konzistentný na všetkých prírubách danej súčiastky, pokiaľ nie sú špecifické dôvody na jeho zmenu. V opačnom prípade to môže znamenať dodatočné náklady na výrobu.
Pri spájaní dvoch prírub je potrebné naplánovať odľahčenie ohybu - malé medzery, ktoré bránia roztiahnutiu materiálu v spoji.
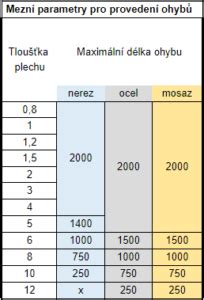
Vplyv hrúbky materiálu na polomer ohybu
Hrúbka plechu je kritickým faktorom ovplyvňujúcim proces ohýbania. Hrubšie plechy vyžadujú väčšie polomery ohybu, aby sa predišlo praskaniu alebo deformácii. Naopak, tenšie plechy možno ohýbať s menšími polomermi vďaka ich vyššej pružnosti.
Existujú empirické pravidlá pre vzťah hrúbky plechu (T) a vnútorného polomeru ohybu (R):
- Ak T ≤ 6 mm, vnútorný polomer ohybu sa môže použiť priamo ako polomer ohybu.
- Ak 6 mm < T < 12 mm, polomer ohybu je zvyčajne 1,25 až 1,5-násobok hrúbky plechu.
- Ak T ≥ 12 mm, polomer ohybu je zvyčajne 2 až 3-násobok hrúbky plechu.
V prípade, že požadovaný polomer ohybu je veľmi malý (napr. R = 0,5 mm pri T = 0,5 mm) alebo sa výrazne líši od hrúbky materiálu, je často potrebné použiť špeciálne nástroje alebo dodatočné obrábanie, ako je drážkovanie plechu pred ohýbaním.
Vzťah medzi polomerom ohybu a šírkou drážky
Šírka drážky spodnej matrice (V-matrice) priamo ovplyvňuje polomer ohybu. Užšia drážka obmedzuje pohyb materiálu, čo vedie k menšiemu polomeru ohybu. Naopak, širšia drážka umožňuje väčší polomer ohybu.
Pre optimálne ohýbanie sa odporúča dodržiavať pomer hrúbky plechu k šírke drážky 1:8. Minimálny pomer by nemal byť menší ako 1:6. Pomer 1:4 je považovaný za nevhodný pre bežné ohýbanie.
Odpruženie pri ohybe a minimálny polomer ohybu
Po odľahčení ohýbacej sily sa materiál vráti o určitý uhol, známy ako uhol odpruženia (springback). Tento jav je nutné zohľadniť pri ohýbaní, pretože materiál musí byť ohnutý viac, aby sa dosiahol požadovaný rozmer. Uhol odpruženia závisí od vlastností materiálu, ako je jeho medza klzu a modul pružnosti.
Minimálny polomer ohybu je najmenší možný polomer, pri ktorom nedôjde k porušeniu vlákien materiálu na vonkajšej strane ohybu a vzniku prasklín. Tento rozmer závisí od plasticity materiálu, jeho hrúbky, kvality a spôsobu ohýbania.
Banícke povstanie.
Najčastejšie chyby pri ohýbaní
Pri ohýbaní plechu sa môžu vyskytnúť nasledujúce chyby:
- Nesprávne poradie ohybov: Ohyby musia byť naplánované tak, aby bolo možné súčiastku správne vložiť do ohýbacieho stroja.
- Nevhodné nastavenie parametrov: Príliš veľká sila prítlaku môže spôsobiť otlačenie noža v materiáli.
- Materiál nevhodný na ohýbanie: Krehké materiály sa môžu lámať alebo trhať na vonkajšej hrane.
- Nerešpektovanie orientácie vlákien materiálu: Vlastnosti materiálu, najmä pri plechoch z pružinovej ocele, sú ovplyvnené smerom valcovania. Ohýbanie v smere vlákien môže viesť k predčasnému zlomeniu.
Pre presné a kvalitné ohýbanie je nevyhnutné pochopiť a správne aplikovať všetky vyššie uvedené faktory. V prípade neistoty je vždy vhodné konzultovať s odborníkmi alebo vykonať testy so vzorkami.