Výroba kovov zahŕňa premenu kovu na jednotlivé diely pomocou série strojov a nástrojov. Proces zahŕňa rezanie, ohýbanie a zváranie kovu. Po navrhnutí dielov sa tieto spracúvajú pomocou rôznych strojov, ako sú laserový rezací stroj, CNC ohraňovací lis, revolverový lis a zvárací stroj. V mnohých presných prevádzkach na výrobu plechu sa táto fáza ohýbania často vykonáva automatizovanými CNC ohýbaním na lise procesmi, aby sa zabezpečila konzistentná kvalita a opakovateľnosť.
V priemysle výroby kovov medzi hlavné metódy tvarovania kovov patria ohraňovanie, lisovanie a valcovanie. Zvolený proces výroby kovu sa bude líšiť v závislosti od typu požadovaných produktov. Nasleduje podrobný úvod do rôznych metód výroby kovov.
Valcovanie
Valcovanie je proces tvárnenia kovu, pri ktorom sa kovové plechy alebo pásy ohýbajú do pozdĺžnych a rovnomerných profilov pomocou špeciálnych nástrojov. Valcovanie postupne ohýba plech do požadovaného tvaru. Na rozdiel od iných procesov tvárnenia kovu je valcovanie procesom za studena, ktorý nevyžaduje vysokoteplotné zariadenia na zahrievanie kovu. Polomer ohybu pri valcovaní je určený materiálovými vlastnosťami kovovej dosky a môže dosiahnuť ohyb o 180 stupňov. Tento proces umožňuje presné tolerancie pre zložité profily a môže integrovať zváranie, laserové rezanie a iné sekundárne spracovanie do výrobnej linky.
Valcovací stroj je dostupný v dvoch typoch: stroj na jednu úlohu, ktorý postupne ohýba každý špecifický úsek spojením profilu s vretenom, a štandardný valcovací stroj, ktorý sa ľahko obsluhuje a obsluha môže jednoducho odstrániť vreteno. Technológia valcovania je ideálna na hromadnú výrobu a výrobu zložitých dielov vďaka postupnému tvárneniu kovu Proces ohýbania, ktoré umožňuje dosahovať presné tolerancie. Valcovanie je vhodné pre sériovú výrobu, pretože dĺžka materiálu nie je obmedzená strojom. Valcovacie stroje dokážu vyrábať zložité priečne rezy a ohyby s prísnymi a opakovateľnými toleranciami. Valcovanie dokáže spracovať vysokopevnostné kovy bez ich zlomenia. Dĺžka dielov vytvorených valcovaním nie je obmedzená a údržba valcovacích nástrojov je nízkonákladová.
Valcovanie je vhodnejšie pre sériovú výrobu zložitých dielov a náklady na výrobu malých sérií pomocou valcovania môžu byť vysoké. Nástroje používané pri valcovaní sú zložité a drahé a zmena nástrojov môže zvýšiť náklady. Proces sa začína naložením kovovej cievky, zvyčajne vyrobenej z ocele, hliníka alebo podobných materiálov, na odvíjač. Každá sada valcov postupne tvaruje pás do jeho konečného profilu. Keď je dosiahnutý požadovaný tvar, profil môže vyžadovať narovnanie na opravu odchýlok vzniknutých počas tvarovania.
Príklad: Valcovanie sa používa na výrobu nosných konštrukčných prvkov, ktoré držia solárne panely na mieste.
Príklad: Valcovanie sa využíva na tvorbu zložitých profilov a presných rozmerov potrebných pre komerčné chladničky a mraziace boxy.
Príklad: Valcovanie sa používa na výrobu dlhých, jednotných komponentov pre vlakové vozne a nákladné prívesy.
Lisovanie
Lisovanie kovov je proces tvarovania kovu pomocou lisu s veľkou tonážou. Proces zahŕňa lisovanie, ohýbanie, dierovanie, prirážanie okrajov a stláčanie. Na tvarovanie obrobku do požadovaného vzoru sa používajú zákazkové nástroje a stroje.
Proces lisovania začína návrhom a inžinierskymi prípravami, ktoré sú rozhodujúce pre presné tvarovanie kovu. Táto fáza zahŕňa použitie softvéru CAD alebo CAM. Inžinieri zohľadňujú vlastnosti materiálu, aby zabezpečili správny tok kovu a podporu požadovaných funkcií. Výber správneho materiálu je kľúčový pre úspešný proces razenia. Kovové plechy alebo zvitky sa vyberajú na základe mechanických vlastností, ako sú pevnosť a ťažnosť, odolnosť proti korózii a cena. Materiál musí byť vhodný pre operácie razenia aj na zamýšľané použitie finálneho dielu.
Kovové plechy alebo zvitky sa pomocou automatizovaného mechanizmu podávajú do raziaceho lisu, čím sa zabezpečí nepretržitý prísun materiálu na tvarovanie. Lis pôsobí silou cez raznice, aby vytvaroval kov. Operácie razenia zahŕňajú vysekávanie (rezanie tvarov), ohýbanie (vytváranie uhlov alebo kriviek), razenie detailov (pridávanie drobných prvkov) a dierovanie (vytváranie otvorov alebo výrezov). Po razení kontrola kvality zabezpečuje, že každý diel spĺňa stanovené normy. Neustále monitorovanie kontroluje rozmery, povrchovú úpravu a celistvosť.
Raziace operácie sú jednoduché, používateľsky nenáročné a nákladovo efektívne. Ak je obrobok vyrobený raziacim strojom dlhý, môže na ňom zanechať stopy po nástrojoch. Po razení môže byť obrobok čiastočne poškodený. Ak obrobok vyžaduje rôzne dĺžky, potrebuje rôzne raznice, čo môže zvýšiť výrobné náklady.
Príklad: Kovové razenie sa používa na výrobu konektorov, svoriek a chladičov pre elektronické zariadenia.
Príklad: Lekársky priemysel využíva kovové razenie na výrobu chirurgických nástrojov a implantovateľných komponentov.
Príklad: Kovové razenie sa používa na výrobu karosárskych panelov, dielov motora a držiakov pre vozidlá.
Ohýbanie na lise
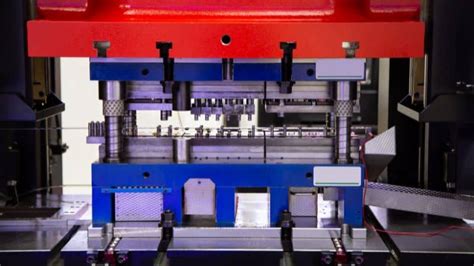
Ohýbanie na lise, alebo tvarovanie pomocou brzdového lisu, je proces deformácie kovu, pri ktorom sa kus plechu alebo tabule zosúladí pozdĺž osi. Dosahuje sa to použitím lisovacieho stroja (tzv. ohraňovací lis). Ohýbanie na lise dokončuje tvarovanie kovu ohýbaním kovového plechu pomocou hornej a dolnej raznice.
Proces ohýbania na lise spočíva v opakovanom poháňaní formy na ohýbanie prostredníctvom pohonného systému. Horná raznica ohýbania na lise má rôzne uhly a dolná raznica je zvyčajne tvaru V alebo U. Existuje mnoho kľúčových faktorov, ktoré ovplyvňujú ohýbanie, ako je pevnosť v ťahu materiálov, presnosť a pevnosť nástrojov, tonáž, polomer ohybu, zdvih, vzdialenosť zadného dorazu, rýchlosť atď. Tieto faktory ovplyvňujú pružný návrat plechu a presnosť výsledného profilu.
Podobne ako pri lisovaní, ohýbačka nedokáže vyrábať dlhé diely. Účinnosť procesu ohýbania na ohýbačke je veľmi vysoká, ale vo všeobecnosti je schopná spracovať len malé a krátke obrobky. Prevádzka a nastavenie ohýbačky sú pohodlnejšie. Pre rôzne tvary a uhly ohybu stačí vymeniť horné alebo spodné razníky. V porovnaní s profilovaním valcovaním a lisovaním má ohýbanie na ohýbačke nižšie náklady a vyššiu efektivitu. Tolerancia ohýbania na ohýbačke nie je taká prísna ako pri profilovaní valcovaním, takže presnosť konečného profilu nemusí byť dostatočne vysoká. Ohýbanie na ohýbačke je vhodné na výrobu malých obrobkov v malých sériách. Dĺžka ohýbačky je obmedzená a ohýbačka nedokáže ohnúť kov za hranice svojho tela. Ohýbanie na ohýbačke je iba prvým krokom pri výrobe dielov a nedokáže vytvárať výrobky so zložitými funkciami. Proces obsluhy ohýbačky má tiež vyššie požiadavky na operátorov.
Správna príprava je kľúčová pre úspešné tvarovanie kovov. Materiál určený na ohýbanie na ohýbačke je potrebné rozdeliť, narezať na plechy a skrátiť na požadovanú dĺžku pred vložením do ohýbačky. Bežné možnosti zahŕňajú oceľ, hliník a nehrdzavejúcu oceľ.
Postup:**
- Namontujte razník a matricu na ohýbačku. Uistite sa, že tieto nástroje sú zarovnané a pevne uchytené.
- Umiestnite plech na lôžko ohýbačky a presne ho zarovnajte so zadným dorazom pre presné umiestnenie ohybu.
- Uistite sa, že matrica a razník sú správne zarovnané tak, aby zodpovedali požadovanému polomeru a uhlu ohybu.
- Aktivujte ohraňovací lis, ktorý pomocou razníka zatlačí kovový plech do matrice a vyvinie tlak, aby sa vytvoril požadovaný ohyb.
- Počas celého procesu formovania upravujte parametre, ako sú tlak berana alebo poloha zadnej zarážky, na základe reakcie materiálu pri počiatočných ohyboch.
Príklad: Ohraňovacie lisy sa široko používajú na výrobu rôznych automobilových komponentov, ako sú držiaky, podvozky a stavebné časti.
Príklad: V leteckom sektore sa ohraňovacie lisy používajú na tvarovanie materiálov, ako sú hliníkové a titánové zliatiny, pre krídla a trup lietadiel.
Príklad: Ohraňovacie lisy sa používajú na výrobu konštrukčných prvkov pre budovy, ako sú nosníky a stĺpy.
Porovnanie metód ohýbania plechu
Pri výbere vhodnej technológie na ohýbanie plechu je dôležité zvážiť množstvo faktorov, ako sú objem výroby, komplexnosť tvaru, požadovaná presnosť a náklady.
| Hodnotiaci rozmer | Ohýbanie na lise | Lisovanie | Tvarovanie valcovaním |
|---|---|---|---|
| Flexibilita tvaru | Lineárne obmedzené. Dokáže spracovať len priame ohyby; prvky ako žalúzie, prelisy alebo slepé otvory vyžadujú sekundárne operácie. | Všestranný šampión. Podporuje ťahanie, lemovanie, prelisy a zložité 3D voľné tvary s minimálnymi geometrickými obmedzeniami. | Obmedzený prierez. Možné sú iba konštantné profily; lokálne výstupky alebo uzavreté úseky si vyžadujú integráciu priebojového modulu v procese. |
| Schopnosť dodržať toleranciu | ±0,3 mm. Silno závislá od zručnosti operátora a rovinnosti plechu; náchylné na kumulatívne chyby. | ±0,1 mm. Postupové nástroje s kalibráciou vo forme poskytujú výnimočnú konzistenciu (Cpk > 1,33). | ±0,2 mm (prierez); ±1,0 mm (dĺžka). Silno závislá od presnosti rezu. |
| Hrúbka materiálu | Mimoriadne všestranné. Ľahko zvláda plechy hrúbky od 0,5 mm do 25+ mm; vyniká pri ohýbaní hrubých plechov. | Bežne 0,4-6 mm. Nad 6 mm prudko rastie potrebná lisovacia sila aj náklady. | Typicky 0,3-8 mm. Vyniká pri tvárnení ultravysokopevnostných ocelí (1200 MPa+) s vynikajúcou kontrolou spätného odpruženia. |
| Náklady na ECO | Veľmi nízke. Zvyčajne vyžaduje iba preprogramovanie CNC alebo zmenu segmentov formy, dokončené v priebehu niekoľkých minút. | Veľmi vysoké. Úpravy formy ovplyvňujú celú zostavu a často zahŕňajú tepelne spracované súčasti, čo prináša riziko úplného znehodnotenia formy. | Extrémne vysoké. |
Rozhodovanie na základe objemu výroby:
- < 500 jednotiek/rok: Nespochybniteľné územie ohýbania na lise. Amortizácia náradia je kľúčovým obmedzením.
- > 50 000 jednotiek/rok: Rozhodujúca fáza lisovania verzus tvarovanie za studena. Ohýbanie na lise už nie je konkurencieschopné.
Achillova päta lisovania: Kostra odpadu (skeleton scrap) predstavuje významný zdroj nákladov, ktorý sa často prehliada vo finančných správach. Aby sa zabezpečilo nepretržité podávanie, lisovanie musí ponechávať nosné pásy a spojovacie mostíky, čím sa typicky dosahuje len 60-75 % využitie materiálu.
Výhoda tvarovania za studena: Tvarovanie do konečného tvaru (net‑shape forming) produkuje takmer žiadny odpad okrem minimálnych počiatočných orezov. Využitie materiálu dosahuje 97-99,5 %.
Úžlabí včetně detailu napojení
Optimalizácia výroby a dizajn pre vyrobiteľnosť (DFM)
Keď sa návrhové výkresy dostanú do výroby, hranica medzi vynikajúcim návrhom a katastrofálnym návrhom často nezávisí od kreativity, ale od rešpektovania zákonov fyziky. Namiesto nekonečného prepracovávania foriem počas skúšok je oveľa efektívnejšie zmierniť riziká včas prostredníctvom Dizajnu pre výrobu (DFM). Pravda o výrobe je taká: dizajn sa nielen kreslí - on sa počíta.
Kľúčové aspekty DFM pri ohýbaní plechu:
- Minimálna dĺžka príruby: Pre mäkkú oceľ je Rmin ≥ T bezpečné; pre tvrdé zliatiny ako 7075‑T6 alebo vysokopevnostné ocele použite Rmin ≥ 3T-4T.
- Polomer ohybu razníka: Ak Rpunch < 3T, razník sa správa ako tupý nôž, ktorý prereže výstrižok skôr, než sa ťahanie dokončí.
- Umiestnenie otvorov: Vyhnite sa slepým otvorom a asymetrickým prvkom pri valcovaní, ktoré je kontinuálny ťahový proces. Otvory umiestnite čo najbližšie k neutrálnej osi.
Riešenie bežných problémov pri ohýbaní:
- Pružné vrátenie: Toto je jednoduché elastické zotavenie.
- Zvyškové napätie a nerovnomerné natiahnutie: Toto je dôsledok kumulatívneho uvoľňovania napätia. Neúpravujte len posledný valec na rovnanie - skontrolujte predchádzajúce stojany kvôli nadmernému stlačeniu, ktoré môže spôsobovať nerovnomerné pozdĺžne natiahnutie.
- Zvyškový moment: Toto je spôsobené zvyškovým momentom.
- Rozkvitnutý koniec: Vada špecifická pre valcovanie profilov.
Moderné technológie kontroly kvality:
Do roku 2025 už normy kontroly kvality nebudú umožňovať spoliehanie sa na posuvné meradlá pri následných kontrolách.
- Senzory a skenovanie: Piezoelektrické alebo fotoelektrické senzory sú zabudované na kritických miestach vnútri nástroja na sledovanie odstraňovania odpadu a polohy pásu. Systémy ako Profile360 generujú priečne skenovanie profilov v reálnom čase, podobne ako CT sken.
- Automatická kompenzácia: Počas pohybu piestu smerom nadol lasery v reálnom čase merajú skutočný uhol ohybu po spätnom odpružení, pričom údaje odosielajú späť do CNC systému na automatickú sekundárnu kompenzáciu.
- Štatistické stratégie kontroly: FAI vs. Presnosť ohybu závisí silno na zručnosti operátora aj na stave stroja. Pri kontinuálnej vysokorýchlostnej výrobe je kontrola 100 % nereálna. Namiesto toho by sa mala zaviesť kontrola na základe vzorkovania.
Upozornenie: Ak dodávateľ tvrdí: “Nepotrebujeme CPK; robíme úplnú manuálnu kontrolu,” považujte to za varovný signál.
Inovatívne riešenia pre ohýbanie veľkých plechov
Ohýbanie veľkých, ťažkých alebo tenkých plechov predstavuje v modernej kovovýrobe značnú výzvu. Hmotnosť nadrozmerných plechov v kombinácii s presnosťou potrebnou na dosiahnutie presných uhlov ohybu si často vyžaduje viacero operátorov a špecializované techniky na predchádzanie chybám.
Veľké plechové komponenty presahujúce niekoľko metrov môžu vážiť stovky alebo tisíce kilogramov. Gravitácia na tieto plechy počas ohýbania neúprosne pôsobí, čo spôsobuje prehýbanie materiálu a vytváranie nekonzistentných uhlov ohybu alebo trvalej deformácie. Tenké plechy predstavujú paradoxný problém: hoci sú jednotlivo ľahšie, ich nízka tuhosť spôsobuje posun, nesprávne ohýbanie a nepredvídateľné pružné rázy. Pri ohýbaní veľmi veľkých, ťažkých a tenkých plechov previs vytvára krútiaci moment, ktorý môže spôsobiť, že sa plech ohne okolo okraja matrice pod vlastnou váhou.
V minulosti výrobné dielne často zamestnávali viacerých operátorov - niekedy štyroch až šiestich - na manuálne podopieranie veľkých plechov počas ohýbania. Sledovač plechu ohraňovacieho lisu je automatizovaný podporný systém pozostávajúci z motorizovaných ramien s hladkými kontaktnými plochami, ktoré sa pohybujú synchronizovane s piestom ohraňovacieho lisu.

Moderné ohýbacie zariadenia sú vybavené CNC riadenými osami, snímačmi posunu na sledovanie polohy, nezávislými zdrojmi napájania a špecializovanými kontaktnými plochami, ktoré zabraňujú poškriabaniu. Sledovače plechov používajú snímače posunutia alebo lineárne enkodéry na nepretržitú detekciu polohy a rýchlosti formy ohýbačky. Systém automaticky upravuje polohu na základe hrúbky materiálu, výšky matrice a uhla ohybu, čím eliminuje manuálne dohady a fyzickú záťaž.
Výhody sledovačov plechov:
- Zníženie počtu operátorov: Jeden operátor teraz dokáže spracovať aj veľmi ťažké a veľké kusy, ktoré predtým vyžadovali tím pracovníkov.
- Ochrana povrchu materiálu: Hladké, špeciálne navrhnuté kontaktné povrchy kladiek plechov rovnomerne rozkladajú silu po materiáli. Toto rovnomerné rozloženie zabraňuje poškriabaniu, poškodeniu alebo šľahaniu, ktoré často vznikajú pri manuálnej manipulácii.
- Zvýšená presnosť a konzistencia: Poskytovaním dynamickej podpory počas celého ohýbacieho cyklu udržiavajú sledovacie zariadenia plechov presné polohovanie materiálu vzhľadom na matricu. Táto konzistentnosť eliminuje uhlové odchýlky a chyby, ku ktorým dochádza pri manuálnom podopieraní plechov operátormi.
- Kontrola pruženia: Kontrolovaný, nepretržitý tlak vyvíjaný sledovačmi plechu drží plech pevne oproti ohýbacej matrici, čím pôsobí proti prirodzenej tendencii materiálu pružiť späť po ohybe.
- Bezpečnosť práce: Manuálne podopieranie plachiet je fyzicky vyčerpávajúce a so sebou nesie bezpečnostné riziká. Ťažké plachty môžu zachytiť alebo rozdrviť ruky; ostré hrany sa môžu porezať; a opakované zdvíhanie spôsobuje dlhodobé muskuloskeletálne poranenia.
- Skrátenie času nastavenia a zvýšenie efektivity: Automatizáciou kritického, predtým manuálneho procesu, sledovače plechov skracujú čas nastavenia a minimalizujú prestávky počas ohýbacích sekvencií. Operátori dosahujú presné a konzistentné ohyby rýchlejšie a systém zabraňuje nastavovaniu metódou pokus-omyl, ktoré trápilo manuálne operácie.
Integrácia a možnosti: Integrované sledovače listov sú zabudované priamo do konštrukcie ohraňovacieho lisu a riadené jeho CNC systémom (napr. Delem, ESA, Cybelec), čo umožňuje bezproblémovú synchronizáciu. Moderné podávače plechov zvyčajne zvládnu zaťaženie od 200 kg do viac ako 300 kg (440 libier až 660 libier) na rameno v závislosti od modelu. Rovnako dôležitá je aj nastaviteľnosť výšky, pričom kvalitné systémy umožňujú automatické nastavenie uhlov zdvihu od 30° do 90°. Flexibilné polohovanie umožňuje rôzne výšky nástrojov, hrúbky materiálu a uhly ohybu.
Pokročilé kontaktné povrchy: Prémiové systémy sa vyznačujú hladkou, kalenou oceľou alebo špeciálne upravenými povrchmi, ktoré sú navrhnuté tak, aby sa nešpinili. Pre dielne pracujúce s vopred upravenými materiálmi - práškovo lakovanými, lakovanými alebo leštenými povrchmi - pokročilé možnosti kontaktných povrchov eliminujú nákladné prepracovanie a plytvanie materiálom. Povrch by mal poskytovať dostatočné trenie, aby sa zabránilo šmýkaniu, a zároveň by mal zostať dostatočne jemný, aby sa zabránilo vzniku škrabancov alebo poškriabaniu.
Sledovače plechov dramaticky vylepšujú možnosti štandardných ohraňovacích lisov a umožňujú im spracovať obrobky a typy materiálov, ktoré boli predtým nedostupné. Pre dielne používajúce jednotlivé ohraňovacie lisy umožňuje integrácia sledovača plechu okamžité rozšírenie výrobnej kapacity bez kapitálovo náročnej výmeny zariadenia. Pri integrácii s tandemové ohraňovacie lisy, sledovače plechov zvyšujú schopnosť spracovať extra dlhé komponenty nad 10 metrov. Sledovače plechov v tandemových konfiguráciách udržiavajú rovnomerné uhly ohybu po celej kombinovanej dĺžke pomocou viacerých synchronizovaných bodov spätnej väzby.
Podlahové sledovače plechov obsluhujú viacero ohraňovacích lisov vo výrobnom závode, pričom jedna jednotka je nasaditeľná na rôzne modely a značky ohraňovacích lisov v celej dielni. Táto flexibilita umožňuje prevádzkam optimalizovať pracovný postup a plánovanie kapacity nasmerovaním sledovacieho zariadenia plechu na ktorúkoľvek ohýbaciu operáciu, ktorá vyžaduje v daný deň zvýšenú kapacitu.
Ohýbanie plechov dosahuje novú úroveň presnosti a efektívnosti, keď je váš ohraňovací lis ponúkaný so systémom sledovania plechov. Automatizáciou podpory materiálu sledovače plechov eliminujú manuálnu obsluhu, zabraňujú poškodeniu povrchu a zabezpečujú konzistentnú presnosť ohýbania a zároveň prinášajú merateľnú návratnosť investícií v priebehu 18 - 36 mesiacov.
Materiály pre spracovanie plechu
Najmä strojársky, ale aj automobilový priemysel a výroba dopravných prostriedkov či stavebníctvo využívajú plech ako jeden z dôležitých výrobných materiálov v rôznych variantoch spracovania. Spracovanie plechu predstavuje výrobnú oblasť s veľmi širokým záberom, ktorá zahŕňa celú škálu činností s výstupmi v rozličných tvarov a vlastností. Okrem základných tvarovacích techník, medzi ktoré patrí predovšetkým tvarovanie (rezanie), ohýbania a rovnanie plechov sa môžete stretnúť s ďalšími úpravami, prostredníctvom ktorých sú vytvárané pravidelné výrezy (dierovanie), dosiahnutie jemného opracovania dier (odihlovanie), embosovanie (zalisovanie zvláštnych profilov) či zakružovanie (ohýbanie do oblých tvarov).
Ohýbanie či zakružovanie plechov je dôležitou súčasťou moderného strojárstva i výroby dopravných prostriedkov, pretože prináša vysokú variabilitu, čo sa týka možností tvarovania zariadení. Aerodynamické zaoblenie alebo vytvarovanie profilu môže znamenať veľký rozdiel nielen v prevádzkových vlastnostiach, môže pomôcť i akustickým charakteristikám a celkovo zlepšiť používateľský zážitok. Zaujímavé profilovanie napokon môže priniesť i pridanú hodnotu s ohľadom na atraktivitu prevedenia z hľadiska vzhľadu, pričom tento efekt je možné ešte posilniť využitím povrchovej úpravy špecifickej farby.
Dostupné materiály:
- Pozink: Najjednoduchšie a cenovo najdostupnejšie riešenie. Používa sa najmä na budovách, kde nie je kladený dôraz na estetiku a dlhú trvácnosť. Dostupné hrúbky: 0,5 mm, 0,55 mm, 0,8 mm, 1 mm v rozvinutých šírkach 650 mm, 1000 mm, 1250 mm.
- Farebný pozink: Viacero povrchových úprav: polyester, matt, lakovaný STUCCO… Má najširšie využitie.
- Hliník: Číry hliník v dvoch povrchových úpravách: polyester a matt. Tiež sú dostupné farebné odtiene. Tento materiál má podstatne dlhšiu trvácnosť ako pozink. Bezúdržbová doba je až 70 rokov.
- Meď: Využíva sa najmä na historické budovy, kostoly a pod. Na rodinných domoch sa používa len veľmi zriedkavo z dôvodu vyššej ceny. Meď je príznačná svojou trvácnosťou. Dostupné hrúbky: 0,6 mm, 0,8 mm, 1 mm.
- Titán / zinok: Materiál využívaný na historických budovách, ale často aj na rodinných domoch. Má veľmi dlhú trvácnosť - o čosi menšiu ako meď, ale zároveň väčšiu ako hliník.
tags: #technologicke #moznosti #ohybania #plechu