Zváranie CO2, známe aj ako MIG/MAG zváranie, je jednou z najpopulárnejších a najrozšírenejších metód zvárania kovov. Tento článok vám priblíži túto metódu a poskytne základné informácie pre vašich prvých zvarov, pričom sa zameriame aj na hrúbku zváraného plechu.
Čo je to MIG/MAG zváranie?
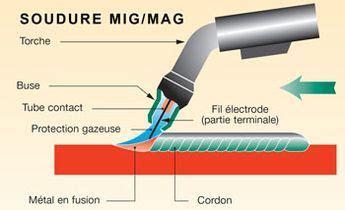
MIG/MAG je skratka z Metal Inert Gas/Metal Active Gas. Ide o metódu zvárania kovov v ochrannej atmosfére plynu, kde sa prídavný materiál (zvárací drôt) taví elektrickým oblúkom. Rozdiel medzi MIG a MAG spočíva v type použitého plynu. Pri MAG zváraní sa používajú aktívne plyny (napríklad čistý CO2 alebo zmesi), zatiaľ čo pri MIG zváraní sa používajú inertné (neaktívne) plyny ako argón alebo hélium. Metóda MAG je vhodná pre nelegované, nízkolegované a vysokolegované materiály, ako je oceľ a nerezová oceľ.
Ľudovo sa metóda MIG/MAG často nazýva aj zváranie CO2, pretože čistý oxid uhličitý (CO2) je najpoužívanejším, najlacnejším a najdostupnejším ochranným plynom pre metódu MAG.
Príprava na zváranie
Pred samotným zváraním je nevyhnutná dôkladná príprava. Základom je nielen samotná zváračka, ale aj jej príslušenstvo, ktoré zahŕňa:
- Fľaša s ochranným plynom
- Redukčný ventil na reguláciu prietoku plynu
- Hadica na prívod plynu do zváračky
- Zvárací horák s eurokoncovkou
- Zemniaci zvárací kábel
Materiál, ktorý budete zvárať, musí byť čistý a hrany pripravené na zváranie. Pred začatím práce skontrolujte okolie, či sa nenachádzajú horľavé materiály, ktoré by mohli zapríčiniť požiar iskrami vznikajúcimi pri zváraní.
Pred zváraním je vhodné pripojiť zváračku do siete, zapnúť ju a zaviesť zvárací drôt skrz horák. To sa vykonáva stlačením spínača na horáku “naprázdno“. Pred tým je dôležité vybrať špičku z horáka a vystrieť kábel zváracieho horáka, aby sa drôt pri posuve nezasekol.
Výber zváracieho drôtu a jeho hrúbka
Voľba zváracieho drôtu závisí od materiálu, ktorý zvárate. Pre bežnú konštrukčnú oceľ sa používa drôt s označením SG2 G3Si1. Pre nerezovú oceľ, hliníkové zliatiny a iné materiály sú k dispozícii špeciálne zváracie drôty.
Priemer drôtu by mal byť primeraný hrúbke materiálu, ktorý zvárame. Pre tenšie materiály s hrúbkou 1-6 mm sa používajú tenšie drôty s priemerom 0,6 a 0,8 mm. Pre hrubšie materiály (6 mm a viac) je výhodnejšie použiť drôty s priemerom 1,0 a 1,2 mm. Pre bežné zváranie v domácich podmienkach je často vhodný priemer drôtu 0,8 mm.
Drôt vložíte do zváračky, zaaretujete a skontrolujete kladku, či je nastavená na správny priemer drôtu. Následne vysuniete drôt do horáka stlačením príslušného tlačidla na zváračke alebo spúšte horáka.
Na horák potom nasadíte správnu špičku a hubicu. Širšia hubica síce lepšie čistí, ale do úzkych miest sa s ňou nedostanete, preto v takýchto prípadoch použijete užšiu hubicu. Ak drôt príliš trčí a chcete šetriť, môžete ho jemne zatiahnuť späť.
Nastavenie zváracích parametrov
Polarita pri zváraní metódou MIG/MAG je štandardne nastavená nasledovne: zvárací horák je pripojený na kladnom póle (+), zatiaľ čo zemniaci kábel (zemniaca svorka) na zápornom póle (-).
Nastavenie prietoku plynu je kľúčové pre správnu ochranu zvaru. Spravidla sa volí v závislosti od priemeru drôtu. Odporúčaný prietok je približne 10-násobok priemeru drôtu. Napríklad pri drôte s priemerom 0,8 mm by mal byť prietok okolo 8 litrov za minútu, hoci niektoré tabuľky odporúčajú až 12 litrov. Pri drôte s priemerom 1,0 mm a prúde okolo 200 A a viac sa prietok nastavuje na 13-15 l/min. V prípade prievanu v dielni je vhodné prietok zvýšiť. Ak zvárame s príliš nízkym alebo príliš vysokým prietokom plynu, alebo používame nesprávny plyn, môže dôjsť k pórovaniu zvaru. Extrémne vysoký prietok plynu spôsobuje odšplechnutie a turbulentné prúdenie, čo zhoršuje kvalitu zvaru.
Nastavenie napätia (voltáže) na zváračke ovplyvňuje aj posuv drôtu. Pri zvyšovaní napätia sa zvyčajne zvyšuje aj rýchlosť posuvu drôtu. Nie je možné presne definovať univerzálne zváracie parametre pre všetky materiály, plyny, priemery drôtu a typy zvarov. Parametre je preto potrebné odskúšať a v priebehu zvárania dolaďovať.
Ochranné pomôcky a bezpečnosť
Bezpečnosť pri práci je absolútnou prioritou. Pred zváraním si nastavte zváraciu kuklu podľa aktuálnych podmienok a skontrolujte ostatné ochranné pomôcky:
- Zváracia kukla: Nastavte si ju pohodlne na hlavu. Pri samostmievacích kuklách zvážte nastavenie tmavosti, oneskorenia a citlivosti podľa podmienok.
- Zváračské rukavice: Chránia pred popálením a ožiarením.
- Odev: Ideálne je použiť kožené oblečenie, prípadne oblečenie z prírodných materiálov, ktoré sa v prípade kontaktu s roztaveným kovom neprilepí na kožu.
- Obuv: Pevné kožené topánky sú nevyhnutné, keďže roztavený kov môže kvapnúť aj smerom nadol.
Pred zváraním MIG/MAG aplikujte na hubicu a špičku zváracieho horáka separačný sprej. Ten bráni prilepovaniu drobných guľôčok rozstreku na náhradné diely a predlžuje ich životnosť.
Ochranný plyn
Voľba ochranného plynu závisí od metódy (MIG alebo MAG) a zváraného materiálu:
- MIG zváranie: Používajú sa inertné plyny ako čistý argón, prípadne zmes argónu s héliom.
- MAG zváranie: Používajú sa aktívne plyny:
- Čistá CO2 (oxid uhličitý): Lacná a dostupná, ale môže spôsobovať viac rozstreku.
- Zmes Argón + CO2: Ponúka lepšie zváracie vlastnosti ako čistá CO2, hoci je drahšia. Bežné zmesi sú napr. Corgoň 82/18 (82% argón, 18% CO2).
- Zmes Argón + O2: Zmes s pridaným kyslíkom, kde jeho podiel by nemal presiahnuť 5 %.
- Viaczložkové zmesi: Na báze argónu s prímesou CO2, O2, N a iných plynov.
V prípade zvárania v exteriéri alebo v prostredí s prievanom je vhodné zvýšiť prietok plynu, aby sa zabezpečila dostatočná ochranná atmosféra.
Skúšobný materiál a prvé zvary
Pre vaše prvé zvary je vhodné pripraviť si skúšobný materiál. Odporúča sa začať s oceľovým plechom hrúbky 2-3 mm. Plech je potrebné dôkladne očistiť od farby, hrdze a iných nečistôt.
Pripravený materiál “ukostríte“ na zváračke. Na zváračke navoľte orientačné parametre pre danú hrúbku materiálu. Potom môžete začať vytvárať zvar. Je dôležité viesť horák pod správnym uhlom (15-35° od zvislej osi) a vhodnou rýchlosťou v smere zvarovej húsenice.
Pri aktivácii horáka sa začne dávkovať plyn a podávať drôt. Hrot horáka by mal byť držaný v 45-stupňovom uhle, približne 1 cm od zváraného kovu.
Ak zvárate prvýkrát, odporúčame si vyskúšať vytvoriť zvarovú húsenicu “nanečisto“ bez spájania kovov. Stačí vám na to kúsok železa. Získate tak lepší cit a “zladíte“ sa so zváračkou. Správny oblúk by mal znieť ako syčiaca slanina na panvici.
Ako zvárať kútový zvar metódou MAG (1,2,3 vrstvy)
Výhody a obmedzenia MIG/MAG zvárania
Výhody:
- Schopnosť spájať rôzne druhy materiálov a hrúbok.
- Komponenty a príslušenstvo sú jednoducho dostupné a cenovo prístupné.
- Veľmi vysoká efektivita zvárania.
- Možnosť zvárať vo všetkých polohách.
- Pekný vzhľad zvarovej húsenice.
- Menší prívod tepla v porovnaní s niektorými inými metódami.
- Minimum odprskov a strusky, čo umožňuje rýchle a jednoduché čistenie zvaru.
- Predurčené pre robotické a automatizované aplikácie.
- Nižšie náklady na meter zvaru a prídavný materiál v porovnaní s inými metódami.
Obmedzenia:
- MIG/MAG zváranie nie je ideálne pre exteriérové zváranie, kde môže vietor odfúknuť ochranný plyn.
Doplnky a údržba
Existujú rôzne doplnky, ktoré môžu zváranie zjednodušiť a spríjemniť, ako napríklad magnety na pridržiavanie materiálu. Pasty a spreje na hubice predlžujú životnosť náhradných dielov.
Pravidelná kontrola a údržba zváracieho príslušenstva, ako sú kladky, špičky a hubice, je dôležitá pre bezproblémové fungovanie a kvalitné zvary.