Ohýbanie plechu je proces tvárnenia kovov, ktorý je široko používaný v priemyselnej výrobe. Ohýbanie plechu je proces vyvíjania tlaku na plech, aby sa fyzicky zdeformoval bez toho, aby sa zlomil, čím sa vytvorí užívateľsky definovaný tvar a veľkosť. Kde je aplikovaná sila väčšia ako medza klzu samotného materiálu. Ohýbanie plechov sa stalo nevyhnutným procesom v modernom priemysle. Na trhu je množstvo produktov, ktoré využívajú technológiu ohýbania plechu. Ohýbanie plechu je technika používaná v mnohých odvetviach - od automobilového priemyslu cez stavebníctvo, až po výrobu nábytku. V tomto článku poskytneme komplexný prehľad definícií ohýbania plechov, typov, materiálov, výrobných procesov, výhod, aplikácií atď.
Pred samotným ohýbaním je dôležité pochopiť základné princípy tohto procesu. Plech sa ohýba v mieste, kde je aplikované mechanické napätie. Toto napätie spôsobí, že materiál v určitom bode prekročí svoju elasticitu a začne sa trvalo deformovať. Všetky materiály majú určitý stupeň elasticity, vrátane superpevných kovov. K-faktor je dôležitý parameter pri výrobe plechu.
Typy a techniky ohýbania plechu
Existuje mnoho druhov ohýbania plechu. Každý z typov ohýbania plechu má svoje výhody a obmedzenia. Všeobecne existujú dva hlavné spôsoby ohýbania plechu: jedným spôsobom je ohýbanie v zápustke, ktoré sa používa pre konštrukčne zložité, maloobjemové a sériovo vyrábané plechové konštrukcie; druhým je strojové ohýbanie, ktoré sa používa na spracovanie väčších konštrukčných rozmerov alebo menších objemových plechových konštrukcií.
Pri maloobjemových dieloch je ohýbanie plechu cenovo výhodné. Pri malom počte dielov má ohýbanie plechu zjavné výhody vysokej účinnosti, flexibility a bez investícií do nástrojov. Takže keď je počet dielov malý, odporúčame vám použiť ohýbanie plechu vždy, keď je to možné.
Pre niektoré plechové stupňovité ohyby v tvare Z s nízkou výškou výrobcovia často používajú na spracovanie jednoduché matrice na raziacich lisoch alebo hydraulických lisoch. V prípade malých sérií je možné ich spracovať aj na ohýbacom stroji s matricou na rozdiel segmentov. Jeho výška H by však nemala byť príliš vysoká, vo všeobecnosti by mala byť v rozmedzí (0-1.0)t. Výška tohto stupňa matrice sa dá nastaviť pridaním podložiek, takže výška H je nastaviteľná.
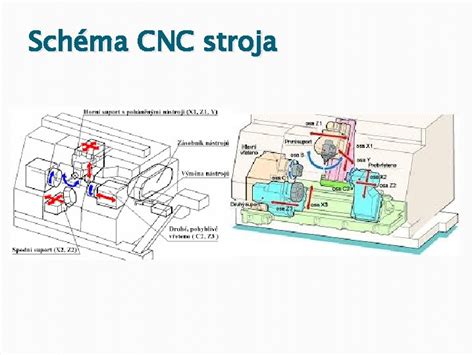
Ohýbačky sa dodávajú v dvoch typoch: konvenčné ohýbačky a CNC ohýbačky. Kvôli vysokým požiadavkám na presnosť a nepravidelným tvarom ohýbania sa ohýbanie plechov pre komunikačné zariadenia zvyčajne vykonáva na CNC ohýbacích strojoch.
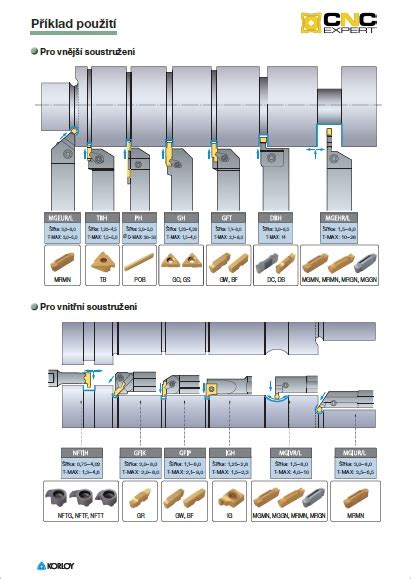
Formy ohýbacích nožov sú znázornené na obrázku nižšie. Pri spracovaní sa vyberajú najmä podľa požiadaviek na tvar obrobku. Existuje mnoho faktorov ovplyvňujúcich ohýbanie, najmä polomer zaoblenia hornej matrice, materiál, hrúbka materiálu, nižšia pevnosť matrice, veľkosť spodného ústia matrice atď. Aby sa splnili potreby produktu a zároveň sa zabezpečilo bezpečné používanie ohýbacieho stroja, výrobcovia štandardizovali matrice ohýbacích nožov. Počas procesu štrukturálneho návrhu musíme mať všeobecné znalosti o existujúcich ohýbacích nožoch.
Manuálne a tepelné ohýbanie bez strojov
Premýšľate nad projektom, ktorý vyžaduje ohýbanie plechu, ale nemáte k dispozícii ohýbačku? Jednou z najjednoduchších techník, ako ohnúť plech bez použitia ohýbačky, je použitie pevnej objímky alebo svorky. Plech umiestnite na pevný rovný povrch a na miesto, kde chcete, aby došlo k ohnutiu, umiestnite jednu alebo viac svoriek. Potom môžete plech opatrne ohýbať ručne alebo za pomoci kladiva/klieští.
Tepelné ohýbanie je efektívnou metódou, ako ohnúť plech bez ohýbačky. Táto technika spočíva v lokálnom zahrievaní plechu v mieste ohýbania. Pred ohýbaním plechu je dôležité zvoliť správnu metódu ohrevu, ktorá závisí od typu a hrúbky plechu. Pre tenšie materiály môže byť dostačujúce použitie teplovzdušnej pištole alebo plynového horáka s jemným plameňom, ktorý umožňuje kontrolu nad procesom ohrevu.
Pokiaľ ohrievate plech lokálne, snažte sa pohybovať zdrojom tepla dopredu a dozadu po vopred označenej línii ohýbania, aby bolo zahriatie čo najrovnomernejšie. Po ohriatí treba plech ohnúť čo najrýchlejšie, zatiaľ čo je ešte teplý a flexibilný. Po dokončení ohýbania je dôležité nechať materiál pomaly a prirodzene vychladnúť na vzduchu. Pri ohreve plechu vždy dodržujte bezpečnostné opatrenia, aby nedošlo k nechceným úrazom.
Či už sa rozhodnete pre manuálne ohýbanie, alebo tepelné ohýbanie, dôležité je postupovať opatrne a s rešpektom k materiálu. S trochou praxe a trpezlivosti môžete dosiahnuť profesionálne výsledky aj bez ohýbačky. Takže neváhajte a pustite sa do práce.
Ako ohnúť plech môže pôsobiť náročne, pretože kov sa pri zlom postupe ľahko zvlni alebo praskne. Dobrou správou je, že presné ohýbanie zvládnete aj doma bez profesionálnych strojov. Skôr než sa pustíte do samotného ohýbania, je dôležité pochopiť, ako sa jednotlivé druhy plechu správajú. Oceľový plech je pevný a odolný, takže vyžaduje väčšiu silu. Hliníkový plech je naopak mäkší a ohýba sa ľahšie, no zároveň sa rýchlejšie deformuje.
Najlepšie výsledky dosiahnete vtedy, keď je plech stabilne uchytený - či už v zveráku, medzi dve drevené hranoly alebo k pevnej hranej doske. Pri ručnom ohýbaní sa vždy snažte pracovať pomaly a s rovnomerným tlakom, aby ste predišli prasknutiu či zvlneniu plechu.
Na ohýbanie plechu nemusíte mať profesionálnu ohýbačku - mnohé menšie úpravy zvládnete aj doma pomocou bežného náradia. Stačí pevné uchytenie, správna opora materiálu a trpezlivý, rovnomerný tlak. Vďaka jednoduchým pomôckam, ako je zverák, drevený hranol, gumené kladivo či ohýbacia lišta, dokážete vytvoriť čisté a presné ohyby aj bez špecializovaného vybavenia.
Použitie zveráka a hranola - plech vložíte medzi dve rovné dosky alebo hranoly, pevne ich stiahnete a potom ohýbate pomalým, rovnomerným ťahom nahor alebo nadol. Gumené kladivo - vhodné najmä na tenšie plechy. Ohýbacia lišta - praktická pomôcka na presné a estetické ohyby.
Dôležitá je presná príprava ohybovej línie. Tú si môžete vyznačiť fixkou alebo rycou ihlou. Príliš rýchle ohýbanie - náhlenie pri ohybe výrazne zvyšuje riziko prasklín, deformácií či úplného zlomenia plechu. Ohýbanie proti smeru vlákien - niektoré kovy, najmä hliník, majú výrazný smer štruktúry.
Domáce ohýbanie plechu zvládnete aj bez profesionálnej ohýbačky - postačí šikovnosť a pár bežných pomôcok. Ako provizórnu ohýbačku môžete použiť dva drevené hranoly, ktoré vytvoria pevnú hranu na ohyb. Menšie kusy plechu sa dajú jednoducho tvarovať pomocou zveráka a klieští, pri dlhších ohyboch pomôže kovová lišta pevne priskrutkovaná k pracovnej doske. Na finálne dotvarovanie ohybu je ideálne gumené kladivo, ktoré nepoškodí povrch plechu a rozloží tlak rovnomerne.
Keď pracujete pomaly, rovnomerne a s ohľadom na hrúbku plechu, výsledný ohyb bude hladký, rovný a bez zbytočných deformácií.
Materiály a polomer ohybu
Ohýbať plech možno takmer akýkoľvek kovový materiál. Väčšina kovových materiálov môže byť plech ohýbaný. Životnosť výrobkov na ohýbanie plechov viac súvisí s materiálovými vlastnosťami, štruktúrou dielov, prostredím aplikácie, údržbou a opravou.
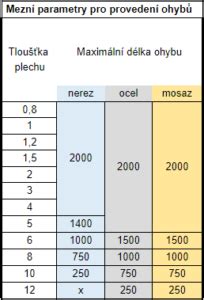
Polomer ohybu plechu sa vzťahuje na polomer ohybu vytvorený ohybovou čiarou počas procesu ohýbania plechu. Pri ohýbaní plechu musí byť v mieste ohybu polomer ohybu. Polomer ohybu by nemal byť príliš veľký ani príliš malý a mal by byť vhodne zvolený. Pre bežné nízkouhlíkové oceľové platne, antikorózne hliníkové platne, mosadzné platne, medené platne atď.
Hrúbka plechu výrazne určuje, aký postup pri ohýbaní zvoliť - čím je materiál masívnejší, tým viac sily a presnejšej techniky si vyžaduje. Tenšie plechy (0,3 - 0,8 mm) sa ohýbajú veľmi jednoducho, často stačí pevná rovná hrana a mierny, rovnomerný tlak rukou. Pri plechoch hrúbky 1 - 2 mm je už potrebné silnejšie pritlačenie a ideálne použitie zveráka spolu s gumeným kladivom, ktoré pomáha vytvoriť čistý a rovný ohyb. Plechy nad 2 m
Všetko o ohýbaní plechu: Techniky, chyby a riešenia
Ohýbanie plechu je proces tvárnenia kovov, ktorý je široko používaný v priemyselnej výrobe. Ohýbanie plechu je proces vyvíjania tlaku na plech, aby sa fyzicky zdeformoval bez toho, aby sa zlomil, čím sa vytvorí užívateľsky definovaný tvar a veľkosť. Kde je aplikovaná sila väčšia ako medza klzu samotného materiálu. Ohýbanie plechov sa stalo nevyhnutným procesom v modernom priemysle. Na trhu je množstvo produktov, ktoré využívajú technológiu ohýbania plechu. Životnosť výrobkov na ohýbanie plechov viac súvisí s materiálovými vlastnosťami, štruktúrou dielov, prostredím aplikácie, údržbou a opravou.
V tomto článku poskytneme komplexný prehľad definícií ohýbania plechov, typov, materiálov, výrobných procesov, výhod, aplikácií atď. V oblasti spracovania plechov je ohýbanie kľúčovým procesom, ktorý výrazne ovplyvňuje výslednú kvalitu a funkčnosť výrobkov z plechu.
Základné princípy a typy ohýbania plechu
Než sa pustíme do konkrétnych techník, je dôležité porozumieť základným princípom ohýbania plechu. Plech sa ohýba v mieste, kde je aplikované mechanické napätie. Toto napätie spôsobí, že materiál v určitom bode prekročí svoju elasticitu a začne sa trvalo deformovať. Existuje mnoho druhov ohýbania plechu. Každý z typov ohýbania plechu má svoje výhody a obmedzenia.
Vzťahuje sa na proces zmeny uhla plechových alebo doskových dielov, ako je ohýbanie plechov do tvaru V, U, atď. Vo všeobecnosti existujú dva spôsoby ohýbania plechu: jedným spôsobom je ohýbanie v zápustke, ktoré sa používa pre konštrukčne zložité, maloobjemové a sériovo vyrábané plechové konštrukcie; druhým je ohýbacie strojové ohýbanie, ktoré sa používa na spracovanie väčších konštrukčných rozmerov alebo menších objemových plechových konštrukcií.
Ohýbačky sa dodávajú v dvoch typoch: konvenčné ohýbačky a CNC ohýbačky. Kvôli vysokým požiadavkám na presnosť a nepravidelným tvarom ohýbania sa ohýbanie plechov pre komunikačné zariadenia zvyčajne vykonáva na CNC ohýbacích strojoch.
Materiály a polomer ohybu
Ohýbať plech možno takmer akýkoľvek kovový materiál. Väčšina kovových materiálov môže byť plech ohýbaný. Polomer ohybu plechu sa vzťahuje na polomer ohybu vytvorený ohybovou čiarou počas procesu ohýbania plechu. Všetky materiály majú určitý stupeň elasticity, vrátane superpevných kovov.
Pri ohýbaní plechu musí byť v mieste ohybu polomer ohybu. Polomer ohybu by nemal byť príliš veľký ani príliš malý a mal by byť vhodne zvolený. Pre bežné nízkouhlíkové oceľové platne, antikorózne hliníkové platne, mosadzné platne, medené platne atď. Zaoblenie ohybu plechu by malo byť čo najmenšie v medziach materiálových vlastností, aby sa zlepšila presnosť. Osobitná pozornosť by sa mala venovať tomu, aby ste sa vyhli dizajnu veľkých polomerov.
Bežné chyby pri ohýbaní plechu a ako sa im vyhnúť
Ako dodávateľ ohýbania plechov som sa v priebehu rokov stretol s rôznymi bežnými chybami v tomto procese.
- Jednou z najčastejších chýb je dosiahnutie nesprávneho uhla ohybu. Môže k tomu dôjsť v dôsledku nepresného nastavenia stroja alebo nesprávneho nástroja. Keď je uhol ohybu vypnutý, môže to viesť k tomu, že časti do seba počas montáže nebudú správne zapadať. Napríklad, ak je komponent navrhnutý tak, aby presne zapadol do iného so špecifickým uhlom ohybu, aj malá odchýlka môže spôsobiť značné problémy.
- Odpruženie je prirodzený jav pri ohýbaní plechu. Po odstránení ohybovej sily má plech tendenciu mierne pružiť, čím sa mení uhol ohybu oproti pôvodne vytvorenému. Nezohľadnenie odpruženia môže viesť k častiam, ktoré nespĺňajú požadované špecifikácie. Rôzne materiály majú rôzne vlastnosti pruženia. Napríklad nehrdzavejúca oceľ má vo všeobecnosti vyššie odpruženie v porovnaní s mäkkou oceľou.
- Ďalším kritickým problémom je praskanie materiálu. Môže sa to stať, keď je polomer ohybu príliš malý na hrúbku a typ plechu. Keď sa kov ohne nad hranicu ťažnosti, v oblasti ohybu sa môžu vytvoriť trhliny. Toto nielen oslabuje časť, ale tiež ju robí nevhodnou na použitie vo väčšine aplikácií. Napríklad v automobilových alebo leteckých komponentoch môžu prasknuté plechové diely predstavovať vážne bezpečnostné riziká.
- Počas ohýbania môže dôjsť k skrúteniu a deformácii plechu, najmä ak proces ohýbania nie je správne vyvážený. Nerovnomerné rozloženie tlaku na plech môže spôsobiť jeho skrútenie alebo deformáciu. Toto je často problém pri použití starších alebo zle udržiavaných ohýbacích zariadení.
- Nekonzistentná kvalita ohybu znamená, že ohyby na rôznych častiach alebo dokonca na rôznych častiach tej istej časti sa môžu líšiť z hľadiska uhla, polomeru alebo povrchovej úpravy. Môže to byť spôsobené odchýlkami v surovine, ako sú rozdiely v hrúbke alebo tvrdosti naprieč plechom. Môže to byť tiež dôsledkom nekonzistentnej prevádzky stroja, ako je kolísanie hydraulického tlaku ohýbacieho lisu.
Riešenia pre bežné chyby
- Aby ste sa vyhli nesprávnym uhlom ohybu, je nevyhnutné mať presné nastavenie stroja. To zahŕňa presnú kalibráciu ohýbacieho lisu, aby sa zaistilo, že sa baran pohybuje do správnej polohy a aplikuje správne množstvo sily. Moderné ohýbačky sú často vybavené pokročilými riadiacimi systémami, ktoré umožňujú presné programovanie uhlov a hĺbok ohybu. Pravidelná údržba a kalibrácia strojov je tiež potrebná na zabezpečenie ich presnosti v priebehu času.
- Na kompenzáciu odpruženia musia inžinieri dobre rozumieť vlastnostiam materiálu. Môžu použiť empirické údaje alebo simulácie počítačom podporovaného inžinierstva (CAE) na predpovedanie množstva odpruženia. Akonáhle je odhadnutá veľkosť odpruženia, proces ohýbania sa môže zodpovedajúcim spôsobom upraviť. Napríklad počiatočný uhol ohybu môže byť nastavený o niečo väčší ako požadovaný konečný uhol, aby sa zohľadnilo odpruženie.
- Aby sa zabránilo praskaniu materiálu, je dôležité zvoliť vhodný polomer ohybu na základe hrúbky a typu materiálu. Vo všeobecnosti by minimálny polomer ohybu mal byť aspoň rovnaký ako hrúbka plechu pre väčšinu bežných materiálov. Pre krehkejšie materiály môže byť potrebný väčší polomer ohybu.
- Aby sa predišlo skrúteniu a deformácii, je potrebný vyvážený proces ohýbania. To sa dá dosiahnuť zabezpečením rovnomerného rozloženia tlaku naprieč plechom počas ohýbania. Použitie prípravkov a podpier na držanie plechu na mieste môže pomôcť udržať jeho stabilitu. Niektoré ohýbacie stroje sú navrhnuté s viacerými valcami alebo nastaviteľnými matricami, aby sa zabezpečilo rovnomernejšie rozloženie tlaku.
- Aby sa zabezpečila konzistentná kvalita ohybu, mali by sa počas výrobného procesu implementovať prísne opatrenia na kontrolu kvality. To zahŕňa kontrolu surovín pred spracovaním, aby sa zabezpečila ich jednotnosť z hľadiska hrúbky, tvrdosti a povrchovej úpravy. Počas procesu ohýbania je možné v pravidelných intervaloch vykonávať priebežné kontroly na kontrolu kvality ohybu. Použitie meracích nástrojov, ako sú uhlomery a posuvné meradlá, môže pomôcť včas odhaliť akékoľvek odchýlky od špecifikácií.
Ako dodávateľ ohýbania plechov máme bohaté skúsenosti s riešením týchto bežných chýb. Používame najmodernejšie ohýbacie zariadenia, ktoré sú pravidelne udržiavané a kalibrované, aby sme zabezpečili vysokú presnosť ohýbania. Náš tím inžinierov je dobre oboznámený s vlastnosťami rôznych plechových materiálov a dokáže presne predpovedať a kompenzovať odpruženie.
Ohýbanie plechu bez profesionálnej ohýbačky
Premýšľate nad projektom, ktorý vyžaduje ohýbanie plechu, ale nemáte k dispozícii ohýbačku? Ohýbanie plechu môže pôsobiť náročne, pretože kov sa pri zlom postupe ľahko zvlni alebo praskne. Dobrou správou je, že presné ohýbanie zvládnete aj doma bez profesionálnych strojov. Na ohýbanie plechu nemusíte mať profesionálnu ohýbačku - mnohé menšie úpravy zvládnete aj doma pomocou bežného náradia.
Jednou z najjednoduchších techník, ako ohnúť plech bez použitia ohýbačky, je použitie pevnej objímky alebo svorky. Plech umiestnite na pevný rovný povrch a na miesto, kde chcete, aby došlo k ohnutiu, umiestnite jednu alebo viac svoriek. Potom môžete plech opatrne ohýbať ručne alebo za pomoci kladiva/klieští.
Tepelné ohýbanie je efektívnou metódou, ako ohnúť plech bez ohýbačky. Táto technika spočíva v lokálnom zahrievaní plechu v mieste ohýbania. Pred ohýbaním plechu je dôležité zvoliť správnu metódu ohrevu, ktorá závisí od typu a hrúbky plechu. Pre tenšie materiály môže byť dostačujúce použitie teplovzdušnej pištole alebo plynového horáka s jemným plameňom, ktorý umožňuje kontrolu nad procesom ohrevu. Pokiaľ ohrievate plech lokálne, snažte sa pohybovať zdrojom tepla dopredu a dozadu po vopred označenej línii ohýbania, aby bolo zahriatie čo najrovnomernejšie. Po ohriatí treba plech ohnúť čo najrýchlejšie, zatiaľ čo je ešte teplý a flexibilný. Po dokončení ohýbania je dôležité nechať materiál pomaly a prirodzene vychladnúť na vzduchu. Pri ohreve plechu vždy dodržujte bezpečnostné opatrenia, aby nedošlo k nechceným úrazom.
Skôr než sa pustíte do samotného ohýbania, je dôležité pochopiť, ako sa jednotlivé druhy plechu správajú. Oceľový plech je pevný a odolný, takže vyžaduje väčšiu silu. Hliníkový plech je naopak mäkší a ohýba sa ľahšie, no zároveň sa rýchlejšie deformuje. TIP: Pred ostrým ohybom si urobte skúšku na malom kúsku rovnakého plechu.
Najlepšie výsledky dosiahnete vtedy, keď je plech stabilne uchytený - či už v zveráku, medzi dve drevené hranoly alebo k pevnej hranej doske. Pri ručnom ohýbaní sa vždy snažte pracovať pomaly a s rovnomerným tlakom, aby ste predišli prasknutiu či zvlneniu plechu.
Stačí pevné uchytenie, správna opora materiálu a trpezlivý, rovnomerný tlak. Vďaka jednoduchým pomôckam, ako je zverák, drevený hranol, gumené kladivo či ohýbacia lišta, dokážete vytvoriť čisté a presné ohyby aj bez špecializovaného vybavenia. Použitie zveráka a hranola - plech vložíte medzi dve rovné dosky alebo hranoly, pevne ich stiahnete a potom ohýbate pomalým, rovnomerným ťahom nahor alebo nadol. Gumené kladivo - vhodné najmä na tenšie plechy. Ohýbacia lišta - praktická pomôcka na presné a estetické ohyby.
Hrúbka plechu výrazne určuje, aký postup pri ohýbaní zvoliť - čím je materiál masívnejší, tým viac sily a presnejšej techniky si vyžaduje. Tenšie plechy (0,3 - 0,8 mm) sa ohýbajú veľmi jednoducho, často stačí pevná rovná hrana a mierny, rovnomerný tlak rukou. Pri plechoch hrúbky 1 - 2 mm je už potrebné silnejšie pritlačenie a ideálne použitie zveráka spolu s gumeným kladivom, ktoré pomáha vytvoriť čistý a rovný ohyb. Plechy nad 2 mm sú podstatne tvrdšie a odporúča sa ohýbanie pomocou ohýbacích líšt alebo strojových ohýbačiek, aby sa predišlo praskaniu či nežiadúcemu zvlneniu. Nech už pracujete s akoukoľvek hrúbkou, vždy platí zásada: čím hrubší plech, tým väčší rádius ohybu.
Kvalitný ohnutý plech má rovnomernú líniu ohybu a neobsahuje praskliny ani vlny. Aby ste dosiahli profesionálny výsledok, je dôležitá presná príprava ohybovej línie. Tú si môžete vyznačiť fixkou alebo rycou ihlou. Príliš rýchle ohýbanie - náhlenie pri ohybe výrazne zvyšuje riziko prasklín, deformácií či úplného zlomenia plechu. Ohýbanie proti smeru vlákien - niektoré kovy, najmä hliník, majú výrazný smer štruktúry.
Domáce ohýbanie plechu zvládnete aj bez profesionálnej ohýbačky - postačí šikovnosť a pár bežných pomôcok. Ako provizórnu ohýbačku môžete použiť dva drevené hranoly, ktoré vytvoria pevnú hranu na ohyb. Menšie kusy plechu sa dajú jednoducho tvarovať pomocou zveráka a klieští, pri dlhších ohyboch pomôže kovová lišta pevne priskrutkovaná k pracovnej doske. Na finálne dotvarovanie ohybu je ideálne gumené kladivo, ktoré nepoškodí povrch plechu a rozloží tlak rovnomerne.
Myslite dopredu a pri ohýbaní plechu si doprajte čas na dôkladnú prípravu - čistá pracovná plocha, pevné uchytenie materiálu a správne zvolené náradie sú základom bezpečnej a presnej práce. Keď pracujete pomaly, rovnomerne a s ohľadom na hrúbku plechu, výsledný ohyb bude hladký, rovný a bez zbytočných deformácií.
СЕГМЕНТАЛЬНЫЙ Листогиб ABKANTBANK, SHEET METAL BRAKE, OHYBACKA PLECHU, PLIEUSE MANUELLE SEG-UW-MM2
K-faktor a jeho význam
K-faktor je dôležitý parameter pri výrobe plechu. Mechanické vlastnosti materiálu: Veľkosť uhla spätného pruženia je úmerná medze klzu materiálu a nepriamo úmerná modulu pružnosti E. Relatívny polomer ohybu r/t: Čím je väčší, tým menší je stupeň deformácie a tým väčší je uhol pruženia Δ. Ide o pomerne dôležitý pojem.
Výhody a aplikácie ohýbania plechu
Pri maloobjemových dieloch je ohýbanie plechu cenovo výhodné. Pri malom počte dielov má ohýbanie plechu zjavné výhody vysokej účinnosti, flexibility a bez investícií do nástrojov. Takže keď je počet dielov malý, odporúčame vám použiť ohýbanie plechu vždy, keď je to možné.
Ohýbanie plechu je technika používaná v mnohých odvetviach - od automobilového priemyslu cez stavebníctvo, až po výrobu nábytku.
Profesionálne služby ohýbania plechu
Ponúkame širokú škálu služieb v oblasti ohýbania plechov vrátane Ohýbanie plechu razením, Rezanie a ohýbanie plechov, a Rezanie ohýbaním laserom. Naša vyspelá technológia a kvalifikovaná pracovná sila nám umožňujú ľahko zvládnuť zložité požiadavky na ohýbanie.
Čím zložitejší je projekt ohýbania a čím vyššie sú požiadavky na toleranciu, tým vyššie sú náklady na ohýbanie plechu. Ak hľadáte spoľahlivého dodávateľa ohýbania plechu, pozývame vás, aby ste nás kontaktovali kvôli obstarávaniu a ďalšej diskusii. Zaviazali sme sa poskytovať vám vysoko kvalitné produkty, konkurencieschopné ceny a vynikajúce služby zákazníkom.

tags: #odlahcenie #plechu #pri #ohybe