Vŕtanie je bežná operácia pri obrábaní kovov, dreva a plastov. Úspešné vŕtanie závisí od správneho výberu vrtáka a nastavenia otáčok. V tomto článku sa pozrieme na rôzne typy HSS vrtákov a podmienky, ktoré ovplyvňujú ich rezné vlastnosti.
Svet trieskového obrábania ovládajú skratky. Často sa stretávame so skratkami „HSS“, „TK“ alebo s označením „HSS-E“, „HSS-R“ a „HSS-G“. Avšak garantujú nástroje skryté za týmito skratkami skutočne i požadované, krátke procesy pri obrábaní? Aké vrtáky sú vhodné pre obrábanie kalenej ocele, a ktoré vrtáky sú optimálne pre mäkké materiály? Pretože schopnosti tvrdokovu a HSS sú jednoznačne determinované: V prípade nestabilných podmienok obrábania, v rámci malosériovej a strednesériovej výroby, a keď je pre Vás rozhodujúca húževnatosť, potom do vretena patria i naďalej vrtáky z rýchloreznej ocele (HSS).
Ako identifikovať rôzne vrtáky
Keď niekde čítame „vyrobené podľa DIN 338“, neznamená to žiadnu „špeciálnu“ kvalitatívnu triedu - je to norma, v ktorej nájdeme, aké rozmery má mať vrták pri určitom priemere.
Typy HSS vrtákov
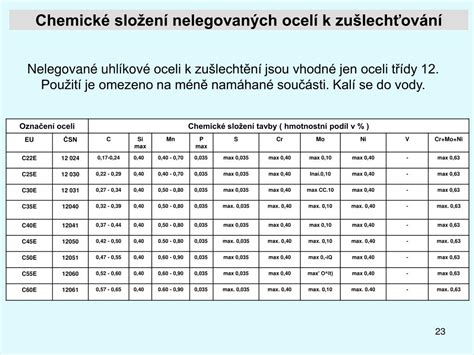
HSS (High Speed Steel) je rýchlorezná oceľ, ktorá sa používa na výrobu vrtákov. Názov dostala vďaka reznej rýchlosti, ktorá je 3 až 4x vyššia ako pri nástrojovej oceli, ktorej je podobná. Rýchlorezná oceľ patrí do skupiny vysokolegovaných ocelí. Podstatným prvkom je uhlík. Na konečné vlastnosti vrtáka však majú zásadný vplyv vhodne „namiešané“ ďalšie legúry - najčastejšie wolfrám (W), molybdén (Mo), chróm (Cr) a kobalt (Co).
Opäť tu máme produkt, kde sa zbiehajú protichodné požiadavky: rýchlosť vŕtania, životnosť, húževnatosť, pružnosť, tvrdosť a napríklad aj univerzálnosť v súvislosti s vŕtaním do rôznych kovov.
HSS
Často narazíme iba na označenie HSS - bez akéhokoľvek písmena. Farba vrtáka: sivý ako myš. Toto je ten najjednoduchší HSS vrták. Kvalitou nie je ďaleko od skrúteného klinca. Je lacný, dá sa ľahko brúsiť a dokonca sa môže aj lesknúť - tu je nebezpečenstvo zámeny s kvalitatívne úplne iným vrtákom HSS-G. Niekedy sa však môže aj takýto vrták „hodiť“.

HSS-R (Rolled)
Výrazne lepšie ako HSS „no name“ sú vrtáky HSS-R (Rolled). Ich špirála sa pri výrobe vytvára valcovaním za tepla a následne je povrch upravený nitridovaním - preto sú čierne. HSS-R vrtáky nie sú dostatočne docenené. Dôvodom môže byť zaplavenie trhu v predchádzajúcich rokoch nekvalitnými a lacnými vrtákmi vyrobenými z nevhodných surovín. Ak sa však pri výrobe použijú vhodné vstupné suroviny, sú tieto vrtáky veľmi dobrou voľbou pre vŕtanie ručnými alebo stojanovými vŕtačkami do bežných ocelí.

HSS-G (Ground)
O triedu vyššou skupinou sú vrtáky HSS-G (Ground). Sú vyrábané brúsením na automatických strojoch, pričom sa brúsia aj rezné hrany (obvodové fazetky) a povrch vrtáka. Väčšie priemery (od Ø 13mm) sa najprv frézujú. Upútajú už na prvý pohľad veľmi pekným a lesklým striebristým vzhľadom, ktorý je výsledkom najmä precízneho opracovania. Pri brúsení povrchu sa zároveň „dobrusuje“ aj priemer vrtáka, takže HSS-G vrtáky majú vyššiu presnosť ako vrtáky HSS-R. Tu si už môžeme dovoliť vŕtať aj do ocelí vyšších pevností. Pri kúpe takéhoto vrtáka sa však oplatí preveriť, či má brúsenú špičku. Keď nie, nemal by byť dvojnásobne drahší ako HSS-R.

HSS-TiN
Nasledujú „zlaté“ vrtáky HSS-TiN. Všetci ich nazývajú titánové. Aký titán? Titán je len na povrchu - a ani nie titán, ale povlak z nitridu titánu, ktorý dáva vrtáku zlatú farbu. V princípe ide o vrták HSS-G s povlakom. Tento povlak nie je (iba) pre parádu, má aj iný význam. Zvyšuje nielen tvrdosť, ale aj húževnatosť vrtáka, preto sa často vyrába v prevedení so šesťhrannou stopkou a je vhodný aj pre rázové uťahovače. Riešenie však má aj nevýhodu - keďže sa jedná „iba“ o povlak, pri brúsení sa z takého vrtáka stáva „obyčajný“ vrták. Do tejto skupiny patrí napríklad aj vrták HSS-TiAlN. Povlak tohto vrtáku je z nitridu titánu legovaného hliníkom (Al).

HSS-E alebo HSS-Co
Sme na vrchole. Vrtáky s prímesou kobaltu sú označované ako HSS-E alebo HSS-Co. Kobalt nie je povlak, ale legúra suroviny - teda materiálu, z ktorého sa vrták vyrába. Stretávame sa s označením HSS-Co 5% alebo HSS-Co-8%. Majú krásnu hnedastú, skôr bronzovú farbu. Niekto by povedal, že farba je „antik“. Skrátka, nie sú ani sivé, ani čierne, ani striebristo lesklé a ani zlaté. Veľmi dobre znášajú vysoké teploty, málo sa opotrebujú - toto je vrták, ktorý môžeme smelo nazvať TOP.

Keď niekomu nestačí ani TOP trieda HSS-Co 8% a potrebuje ísť kvalitatívne „ešte vyššie“, existujú už iba vrtáky TCT (Tungsten Carbide Type) - z tvrdokovu na báze karbidu wolfrámu.
Rezné podmienky
Správna voľba otáčok vrtáka a výber vhodného nástroja sú kľúčové pre úspešné a bezpečné vŕtanie do rôznych materiálov. Používanie optimálnych otáčok nielen zlepšuje kvalitu otvorov, ale aj predlžuje životnosť nástrojov a minimalizuje riziko poškodenia materiálu.
Otáčky vrtáka
Otáčky za minútu (RPM) - udávajú, koľkokrát sa vrták otočí okolo svojej osi za jednu minútu. Vzorec ukazuje, že čím väčší je priemer vrtáka, tým nižšie otáčky sú potrebné na dosiahnutie rovnakej reznej rýchlosti. Naopak, menšie vrtáky potrebujú vyššie otáčky, aby dosiahli požadovanú rýchlosť rezania.
- Priemer vrtáka: čím je väčší priemer vrtáka, tým nižšie otáčky sú potrebné.
- Obrobok: mäkké materiály, ako drevo, vyžadujú vyššie otáčky.
Správna regulácia otáčok je dôležitá aj preto, že ovplyvňuje rýchlosť pohybu vrtáka v materiáli.
Rezná rýchlosť
Rezná rýchlosť (vc ) - je obvodová rýchlosť reznej hrany vrtáka. Ide o rýchlosť, ktorou sa rezná hrana pohybuje po dráhe na vonkajšej strane vrtáka počas jeho otáčania. Tento pohyb sa deje v mieste kontaktu medzi vrtákom a materiálom. V praxi sú tabuľky rezných rýchlostí často uvádzané v technickej dokumentácii nástrojov. Rezná rýchlosť je veľmi dôležitý parameter, pretože ovplyvňuje kvalitu vŕtania.
Posuv na otáčku
Posuv na otáčku (fn ) - ide o posuv v smere osi otáčania nástroja a označuje vzdialenosť, ktorú vrták postúpi do obrobku za jednu otáčku. Tento parameter je ďalším z kľúčových faktorov, ktorý ovplyvňuje účinnosť vŕtania, kvalitu povrchu otvoru a životnosť nástroja.
Vŕtanie do rôznych materiálov
Vŕtanie do kovu je jednou z najnáročnejších úloh, pretože kovové materiály majú vysokú hustotu a tvrdosť. Pri vŕtaní do tvrdých materiálov je nevyhnutné používať mazivá, ako je chladiaca kvapalina alebo rezné oleje.
| Materiál | Vhodný vrták |
|---|---|
| Kov | HERMAN DM-10, HERMAN DM-20 HSS-G |
| Oceľ | HERMAN QDM-40 HSS-E Co 5% |
| Hliník | HERMAN DM-30 HSS-G TiN |
| Drevo | HERMAN QDW-10 |
| Nerezová oceľ | HERMAN DW-11 HSS M2 |
| Dlaždice | HERMAN DM-31 HSS-G TiN |
| Sklo | HERMAN QDC-61 Glass |
Pred vŕtaním dlaždíc začnite s nízkymi otáčkami a bez prílišného tlaku, aby sa dlaždica nepoškodila.
Ako vŕtať diery do kovu: Zvládnite vŕtačku
Pri vŕtaní skla používajte vrtáky s diamantovým hrotom a začínajte s najnižšími otáčkami.
Pro vrtání se volí řezné podmínky podle druhu obráběného materiálu, způsobu vrtání (volné nebo přes vrtací pouzdro) a podle hloubky díry. Pro díry hlubší než čtyřnásobek průměru vrtáku je nutno zmírnit řezné podmínky z tabulek o 20 až 40 % podle hloubky díry. Řezné podmínky je nutno snížit také při ztížených podmínkách pro přívod řezné kapaliny.
Uvádzané hodnoty sú iba rámcové. Platí pre dymamicky stabilné stroje a pri použití vhodného upínacieho zariadenia. Házivost nástroje by neměla přesáhnout hodnotu 0,015 mm.
| Priemer vrtáku (mm) | Posuv (mm/otáčky) |
|---|---|
| 2 | 0,04 |
| 3 | 0,06 |
| 4 | 0,09 |
| 5 | 0,12 |
| 6 | 0,15 |
| 8 | 0,18 |
| 10 | 0,19 |
| 12 | 0,22 |
| 16 | 0,26 |
| 20 | 0,26 |
| 25 | 0,26 |
Doporučené hodnoty jsou návodem pro začátek obrábění. Hloubka obrábění má být shodná s průměrem nástroje. Chlazení zabezpečit velkým proudem chladícího média.
