Perforované plechy sú typom materiálu, ktorý sa vyznačuje prítomnosťou pravidelne rozmiestnených otvorov rôznych tvarov a veľkostí. Tieto plechy sa vyrábajú z rôznych druhov kovov, ako je oceľ, nerezová oceľ, hliník, meď, a ďalšie. V nasledujúcich odsekoch sa pozrieme na jednotlivé metódy výroby, ktoré transformujú obyčajný kovový plech na sofistikovaný materiál s nekonečným množstvom použitia.
Perforované plechy sa vyrábajú niekoľkými rôznymi metódami, ktoré závisia na požadovanom vzore, veľkosti otvorov, type materiálu a ďalších špecifikáciách.

Mechanické metódy
Ide o najbežnejšiu metódu výroby perforovaných plechov. Mechanické perforovanie bodové alebo valcové využíva stroje, ktoré majú v sebe sadu razidiel a matríc.
Vysekávanie
Kruhové otvory (diery) je možné vytvárať viacerými technikami, ako napríklad vysekávaním, kedy sa vnútorná časť vyrazí a zostáva v jednom kuse. Každá z techník (nástrojov) má svoj špecifický postup a hodí sa na vytváranie iného druhu dier, resp. je vhodná pre inú hrúbku alebo druh materiálu. Správna kruhová diera by mala mať hladký povrch hrany a rovnaký priemer po celej dĺžke.
- Vysekávanie dierovačmi - tento spôsob je použiteľný pre diery priemeru 2 mm a väčšie. Na vytvorenie diery sa využíva tzv. dierovač (raznica), čo je vlastne nástroj valcového tvaru s reznou hranou a vyhadzovacím otvorom.
- Vysekávanie dierovacími kliešťami - je spôsob veľmi podobný vysekávaniu pomocou dierovača, rozdiel je však v samotnom nástroji. Výhodou dierovacích klieští je, že na vytvorenie dostatočnej sily na vyseknutie diery nie sú potrebné ďalšie pomôcky a sila potrebná na vyseknutie sa vyvinie rukou. Ako podložka slúži jedna čeľusť klieští. Výhodou je teda rýchlejšia práca. Nevýhodou je ťažšie vysekávanie dielov z hrubších materiálov a pomerne malá škála rozmerov.
- Vysekávanie injekčnými ihlami - tento spôsob je vhodný na malé diery (maximálne priemery injekčných ihiel sú 1,5 - 2 mm). Ako nástroj sa využíva nabrúsená injekčná ihla. Táto technika je vhodná pre tenšie materiály (do 160g/m2).
- Vysekávanie prerazávacím dierovačom - tento postup/prípravok je vhodný na vysekávanie dier rôznych veľkostí pre menšie hrúbky materiálu (2 x 160g/m2). Ako nástroj sa používa dierovač tvorený z podstavca a razníc. Ako podstavec slúži kombinácia kovovej základne a horného dielu z plexiskla, ktoré sú pevne spojené a vzájomne prevŕtané rôznymi priemermi vrtákov. Medzi tieto dva diely sa vkladá materiál, z ktorého sa bude vysekávať požadovaný otvor. Ako raznica slúži stopka z vrtáka zbrúsená mierne pod uhlom.
Vŕtanie
Vŕtanie je klasická vŕtacia operácia, pri ktorej rezné hrany vrtáka odstránia objem diery vo forme triesky. Vrták je vhodné upnúť do tzv. minivrtáčky alebo hobbyvrtáčky, prípadne sa dá použiť aj klieština s rúčkou.
- Vŕtanie špirálovým vrtákom - je klasická vŕtacia operácia, pri ktorej rezné hrany vrtáka odstránia objem diery vo forme triesky.
Prípadne vzniknutá vyvýšená hrana na obvode diery sa môže odstrániť žiletkou alebo brúsnym papierom (pri iných, tvrdších materiáloch sa môže použiť aj väčší (napr. brúsny kotúč)).

Prepichnutie ihlou
Prepichnutie ihlou je vhodné na výrobu menších a na presnosť menej náročných dier. Ako nástroj sa použije klasická, alebo hrubšia krajčírska ihla. Pre lepší manipuláciu s ihlou je vhodné túto upnúť do klieštiny s rúčkou. Nevýhodou tejto techniky je možnosť ľahkého poškodenia (pokrčenia) dielu najmä pri väčších priemeroch dier.
Pre vysekávanie ihlou je vhodné vyrobiť k ihle rúčku, alebo použiť kus kartónu.
Vyrezávacím kružidlom
Vyrezávacím kružidlom je vhodné vyrezávať väčšie množstvo identických dier väčších priemerov (10+ mm). Ako nástroj sa využíva tzv. vyrezávacie kružidlo, ktoré je vybavené hrotom a posuvným ramenom s rezacou čepeľou. Nevýhodou je nemožnosť rezania malých otvorov a možná nestálosť polomeru pri nevhodnej práci.
Pri rezaní rezacím kružidlom je dobré (ak to konštrukcia dielu dovoľuje) spevniť miesto vpichu (stred) kvapkou sekundového lepidla, aby sa vpich počas otáčania nezväčšoval.
Ak sú diely podlepené, je nutné postupovať podobne ako pri rezaní hrubších materiálov, t. j. vytvoriť jemným tlakom vodiaci rez po celom obvode a následne väčším tlakom na viac ťahov prerezať materiál.
Vypichovanie
Vypichovanie nie je technika priamo určená na vytváranie kruhových dier, avšak je na tento účel pomerne dobre použiteľná. Uplatnenie nájde najmä pri hrubších druhoch materiálov, kde by vyrazací nástroj spôsoboval nežiaduce zdeformovanie hrany výslednej diery.
Pri oblúkoch sa postupuje tak, aby zárezy nepoškodzovali diel, t. j. Ak vysekávač nevysekáva po celom obvode, je pravdepodobne poškodená hrana.
Pokročilé metódy
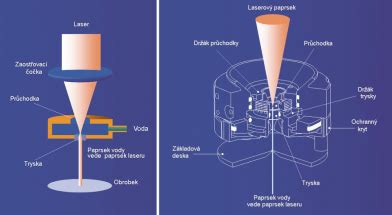
Táto metóda využíva vysoký výkon lasera na vypaľovanie alebo rezanie otvorov do plechu. Laserové rezanie umožňuje veľmi presné a čisté rezy a je ideálne pre zložité vzory alebo veľmi malé otvory.
Rezanie vodným lúčom je ďalšou technológiou, ktorá umožňuje vytváranie otvorov v plechu.
Chemické leptanie je proces, kde sa používajú chemikálie na odstránenie materiálu a vytvorenie otvorov alebo vzorov.
Špeciálne tvary otvorov
Ak budete pracovať so skrutkami, ktoré majú polkruhovú hlavu a štvorcovú hlavu, potom by mal byť otvor na strane takýchto spojovacích prvkov štvorcový, aby sa zabránilo jeho otáčaniu. Skrutky tejto konfigurácie sa najčastejšie používajú v stavebníctve a výrobe nábytku na spájanie drevených a kovových častí alebo dielov. Je veľmi jednoduché urobiť štvorcový otvor na špeciálnom stroji alebo dokonca na sústruhu, ale vyžaduje si to špeciálne zariadenie. Existujú však spôsoby, kedy sa to dá urobiť manuálne pomocou najjednoduchších a najdostupnejších nástrojov.
Výroba štvorcového otvoru
Na dokončenie práce, ktorú máme pred sebou, musíme pripraviť: kovová doska s okrúhlym otvorom; dláto na opracovanie kovu; kladivo; lavicový zverák.
Priemer okrúhleho otvoru v doštičke a strana štvorcovej hlavy skrutky by mali byť spojené ako kruh vpísaný do štvorca. V opačnom prípade bude štvorcový otvor buď príliš malý a bude sa musieť ďalej rozširovať, alebo príliš veľký, a potom sa v ňom bude hlava skrutky voľne otáčať. V tomto prípade nebude možné skrutku utiahnuť, pretože jej polkruhová hlava nemá štrbinu ani drážku.
Pre uvažovaný spôsob vytvárania štvorcového otvoru v kovovom plechu je veľmi dôležité označenie. Najprv po okrajoch otvoru aplikujeme štyri ťahy pozdĺž pokračovania vzájomne kolmých priemerov. Potom od každého ťahu nastavíme uhol 45 stupňov a ťahy aj nakreslíme. Ich dĺžky by sa mali rovnať vzdialenosti medzi vpísanou kružnicou a uhlom štvorca, čo sa dá určiť tak, že si na papier nakreslíme kresbu v mierke 1:1 a pomocou pravítka odmeriame veľkosť, ktorú potrebujeme.
Pomocou dláta robíme rezy pozdĺž značiek, pričom prísne dodržiavame ich dĺžku. Všetky by, prirodzene, mali mať rovnakú veľkosť.
Dosku s otvorom vo zveráku upneme tak, aby konce susedných štrbín boli svojimi vonkajšími koncami na úrovni horného okraja čeľustí zveráka, ktorý musí byť samozrejme striktne vodorovný.
Pomocou ostrého dláta a kladiva vyberieme kov medzi dvoma štrbinami presne pozdĺž horného okraja čeľustí zveráka. Tú istú operáciu opakujeme trikrát, pričom platňu vždy otočíme o 90 stupňov. V dôsledku toho dostaneme úhľadný štvorcový otvor, ktorý presne zodpovedá hlave našej skrutky.
Výroba závitových otvorov
So správnymi nástrojmi a znalosťami môže byť závitovanie veľmi jednoduchý proces. Pomocou nižšie uvedených krokov môžete jednoducho narezať vnútorné závity do svojich dielov:
Krok #1: Vytvorte dierovaný otvor
Prvým krokom pri výrobe závitového otvoru je vyrezanie otvoru pre závit pomocou špirálového vrtáka s očkami smerom k dosiahnutiu požadovaného priemeru otvoru. Tu by ste sa mali uistiť, že používate správny vrták, aby ste dosiahli nielen priemer o požadovanú hĺbku.
Poznámka: Povrchovú úpravu otvoru môžete zlepšiť aj nanesením rezného spreja na vŕtací nástroj pred vytvorením otvoru pre závit.
Krok #2: Zrazte dieru
Zrážanie hrán je proces, ktorý zahŕňa použitie vrtáka, ktorý sa mierne pohybuje v skľučovadle, kým sa nedotkne okraja otvoru. Tento proces pomáha zarovnať skrutku a dosiahnuť hladký proces závitovania. Výsledkom je, že zrážanie hrán môže zlepšiť životnosť nástroja a zabrániť tvorbe vyvýšených otrepov.
Krok #3: Vyrovnajte dieru vŕtaním
Ide o použitie vŕtačky a motora na vyrovnanie vytvoreného otvoru. V rámci tohto kroku je potrebné vziať do úvahy niekoľko vecí:
- Veľkosť skrutky vs. veľkosť otvoru: Veľkosť skrutky určí veľkosť otvoru pred závitom. Priemer skrutky je zvyčajne väčší ako vyvŕtaný otvor, pretože poklepaním sa veľkosť otvoru neskôr zväčší. Tiež si všimnite, že štandardná tabuľka zodpovedá veľkosti vŕtacieho nástroja veľkosti skrutky, čo vám môže pomôcť vyhnúť sa chybám.
- Príliš hlboko: Ak nechcete vytvoriť dôkladný otvor so závitom, musíte si dať pozor na hĺbku otvoru. V dôsledku toho by ste si mali dávať pozor na typ závitníka, ktorý používate, pretože ovplyvní hĺbku otvoru. Napríklad kužeľový závitník nevytvára plné závity. Výsledkom je, že pri použití jedného musí byť otvor hlboký.
Krok #4: Klepnite na vyvŕtanú dieru
Závitovanie pomáha vytvárať vnútorné závity v otvore, takže spojovací prvok môže zostať pevný. Zahŕňa otáčanie závitníka v smere hodinových ručičiek. Pri každom otočení o 360 stupňov v smere hodinových ručičiek však urobte otočenie o 180 stupňov proti smeru hodinových ručičiek, aby ste zabránili hromadeniu triesok a vytvorili priestor pre rezanie zubov.
Typy závitníkov
V závislosti od veľkosti skosenia sa na závitovanie otvorov pri výrobe dielov používajú tri závitníky:
- Kužeľový závitník: Kužeľový závitník je vďaka svojej pevnosti a reznému tlaku vhodný na prácu s tvrdými materiálmi. Je to najnovší nástroj na závitovanie, ktorý sa vyznačuje šiestimi až siedmimi reznými zubami, ktoré sa zužujú od špičky. Kužeľové závitníky sú vhodné aj na opracovanie slepých otvorov. Použitie tohto závitníka na dokončenie závitovania sa však neodporúča, pretože prvých desať závitov sa nemusí úplne vytvoriť.
- Zástrčka: Zástrčkový závitník je vhodnejší pre hlboký a dôkladný otvor so závitom. Jeho mechanizmus zahŕňa progresívny rezný pohyb, ktorý postupne reže vnútorné závity. Preto sa používa ako u strojníkov po kužeľovom závitníku.
- Spodný závitník: Spodný závitník má na začiatku závitníka jeden alebo dva rezné zuby. Používate ich, keď musí byť otvor veľmi hlboký. Použitie spodného závitníka závisí od požadovanej dĺžky otvoru. Strojári zvyčajne začínajú kužeľovým alebo zástrčkovým závitníkom a končia spodným závitníkom, aby dosiahli dobré závitovanie.
Poznámka: Neodporúča sa používať závitníky, keď je vyvŕtaný otvor blízko okraja obrobku. To môže viesť k zlomeniu, keď rezné zuby dosiahnu okraj. Ďalej sú závitníky nevhodné pre veľmi malé otvory.
This combination Lathe technique will make you smarter,Making arbors For magnetic drill
Výberom optimálnej metódy výroby perforovaných plechov je možné dosiahnuť nielen požadované estetické a funkčné vlastnosti, ale aj optimalizovať náklady a efektivitu produkcie.